HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 476
476
8 Programmieren: Zyklen
8.9 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
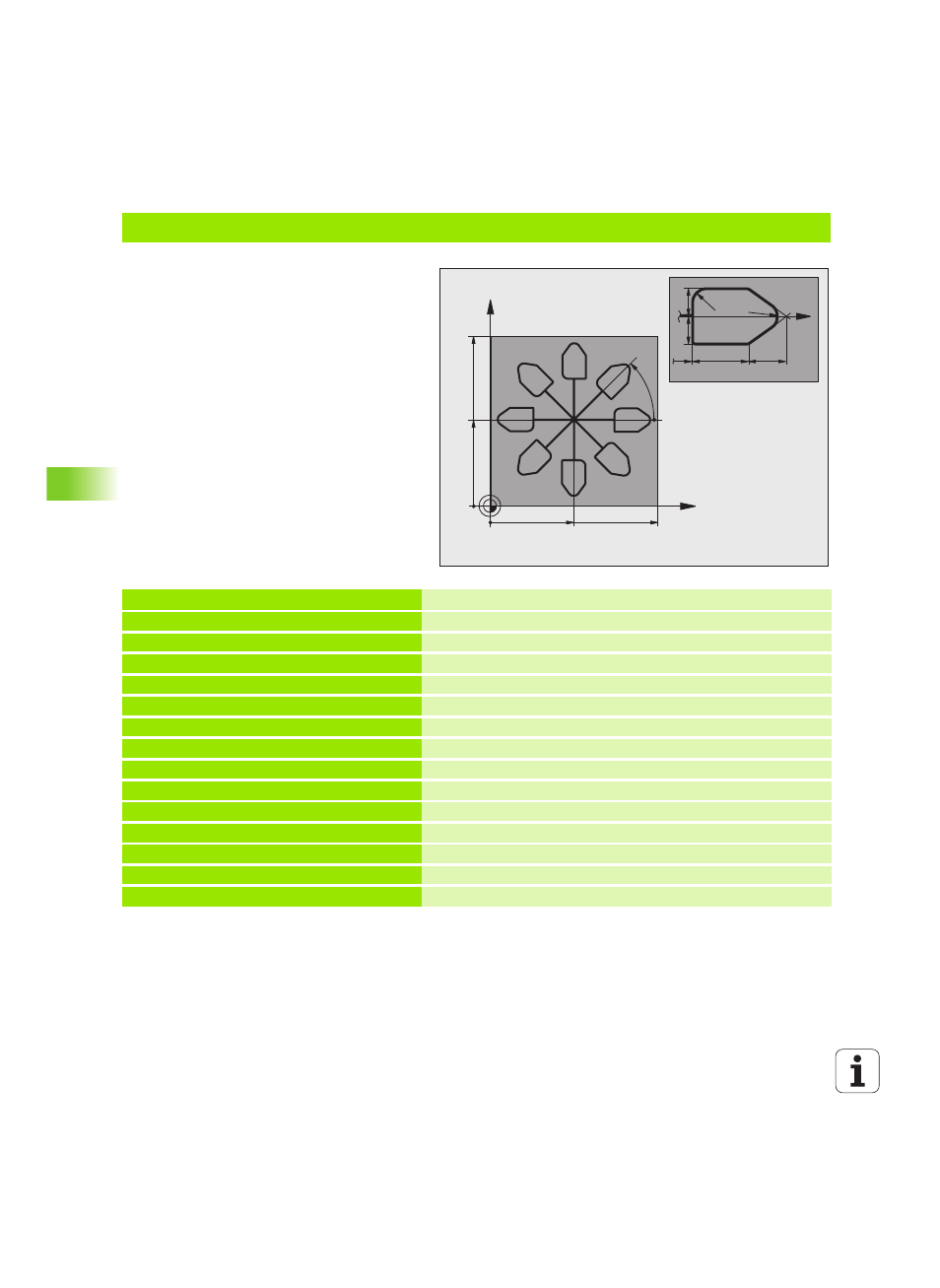
Beispiel: Koordinaten-Umrechnungszyklen
Programm-Ablauf
Koordinaten-Umrechnungen im
Hauptprogramm
Bearbeitung im Unterprogramm, siehe
„Unterprogramme”, Seite 515
%KOUMR G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Rohteil-Definition
N20 G31 G90 X+130 Y+130 Z+0 *
N30 G99 T1 L+0 R+1 *
Werkzeug-Definition
N40 T1 G17 S3500 *
Werkzeug-Aufruf
N50 G00 G40 G90 Z+250 *
Werkzeug freifahren
N60 G54 X+65 Y+65 *
Nullpunkt-Verschiebung ins Zentrum
N70 L1,0 *
Fräsbearbeitung aufrufen
N80 G98 L10 *
Marke für Programmteil-Wiederholung setzen
N90 G73 G91 H+45 *
Drehung um 45° inkremental
N100 L1,0 *
Fräsbearbeitung aufrufen
N110 L10,6 *
Rücksprung zu LBL 10; insgesamt sechsmal
N120 G73 G90 H+0
Drehung rücksetzen
N130 G54 X+0 Y+0 *
Nullpunkt-Verschiebung rücksetzen
N140 G00 Z+250 M2 *
Werkzeug freifahren, Programm-Ende
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10