HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 384
384
8 Programmieren: Zyklen
8.4 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
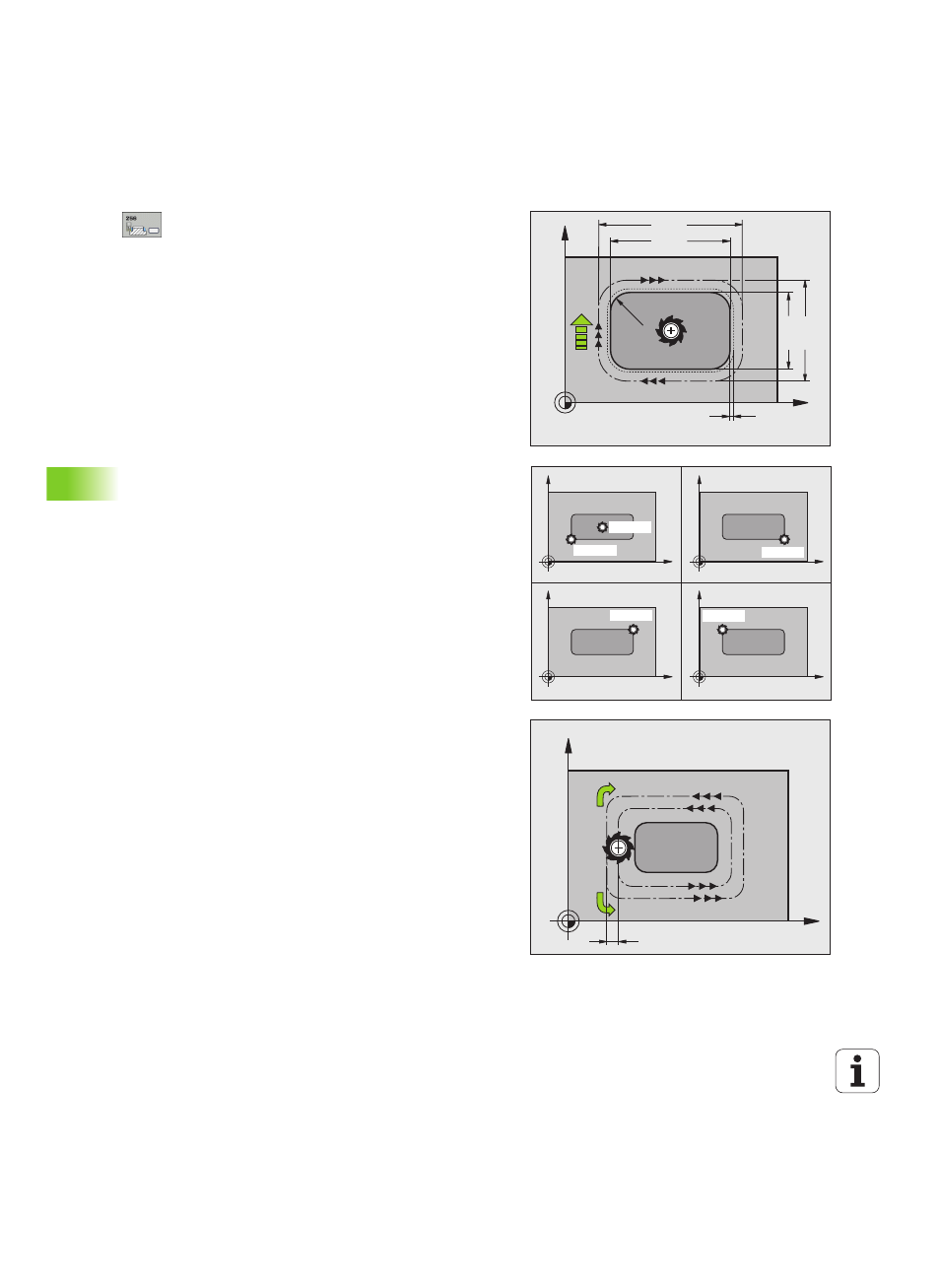
1. Seiten-Länge
Q218: Länge des Zapfens, parallel
zur Hauptachse der Bearbeitungs-ebene
Rohteilmaß Seitenlänge 1
Q424: Länge des
Zapfenrohteils, parallel zur Hauptachse der
Bearbeitungsebene. Rohteilmaß Seitenlänge 1
größer als 1. Seiten-Länge eingeben. Die TNC führt
mehrere seitliche Zustellungen aus, wenn die
Differenz zwischen Rohteilmaß 1 und Fertigmaß
1größer ist als die erlaubte seitliche Zustellung
(Werkzeug-Radius mal Bahn-Überlappung Q370). Die
TNC berechnet immer eine konstante seitliche
Zustellung
2. Seiten-Länge
Q219: Länge des Zapfens, parallel
zur Nebenachse der Bearbeitungs-ebene. Rohteilmaß
Seitenlänge 2
größer als 2. Seiten-Länge eingeben.
Die TNC führt mehrere seitliche Zustellungen aus,
wenn die Differenz zwischen Rohteilmaß 2 und
Fertigmaß 2 größer ist als die erlaubte seitliche
Zustellung (Werkzeug-Radius mal Bahn-Überlappung
Q370
). Die TNC berechnet immer eine konstante
seitliche Zustellung
Rohteilmaß Seitenlänge 2
Q425: Länge des
Zapfenrohteils, parallel zur Nebenachse der
Bearbeitungsebene
Eckenradius
Q220: Radius der Zapfenecke
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene, das die TNC bei
der Bearbeitung stehen lässt
Drehlage
Q224 (absolut): Winkel, um den der
gesamte Zapfen gedreht wird. Das Drehzentrum liegt
in der Position, auf der das Werkzeug beim Zyklus-
Aufruf steht
Zapfenlage
Q367: Lage des Zapfens bezogen auf die
Position des Werkzeuges beim Zyklus-Aufruf:
0: Werkzeugposition = Zapfenmitte
1: Werkzeugposition = Linke untere Ecke
2: Werkzeugposition = Rechte untere Ecke
3: Werkzeugposition = Rechte obere Ecke
4: Werkzeugposition = Linke obere Ecke
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
X
Y
Q21
9
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=
Q367=
Q367=
Q367=
Q367=
X
Y
k
Q351= 1
Q351= +1