4 zusatz-f unktionen für das bahn v e rhalt en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 104
7 Programmieren: Zusatz-Funktionen
98
Definierten Rundungskreis zwischen Geradenstücken
einfügen: M112
Standardverhalten
Die TNC hält bei Positionier-Sätzen ohne Werkzeug-Radiuskorrektur
das Werkzeug an den Ecken kurz an (Genau-Halt).
Bei Programmsätzen mit Radiuskorrektur (G41/G42) fügt die TNC an
Außenecken automatisch einen Übergangskreis ein.
M112 wird vom Maschinenhersteller an die Maschine
angepaßt. Maschinenhandbuch beachten!
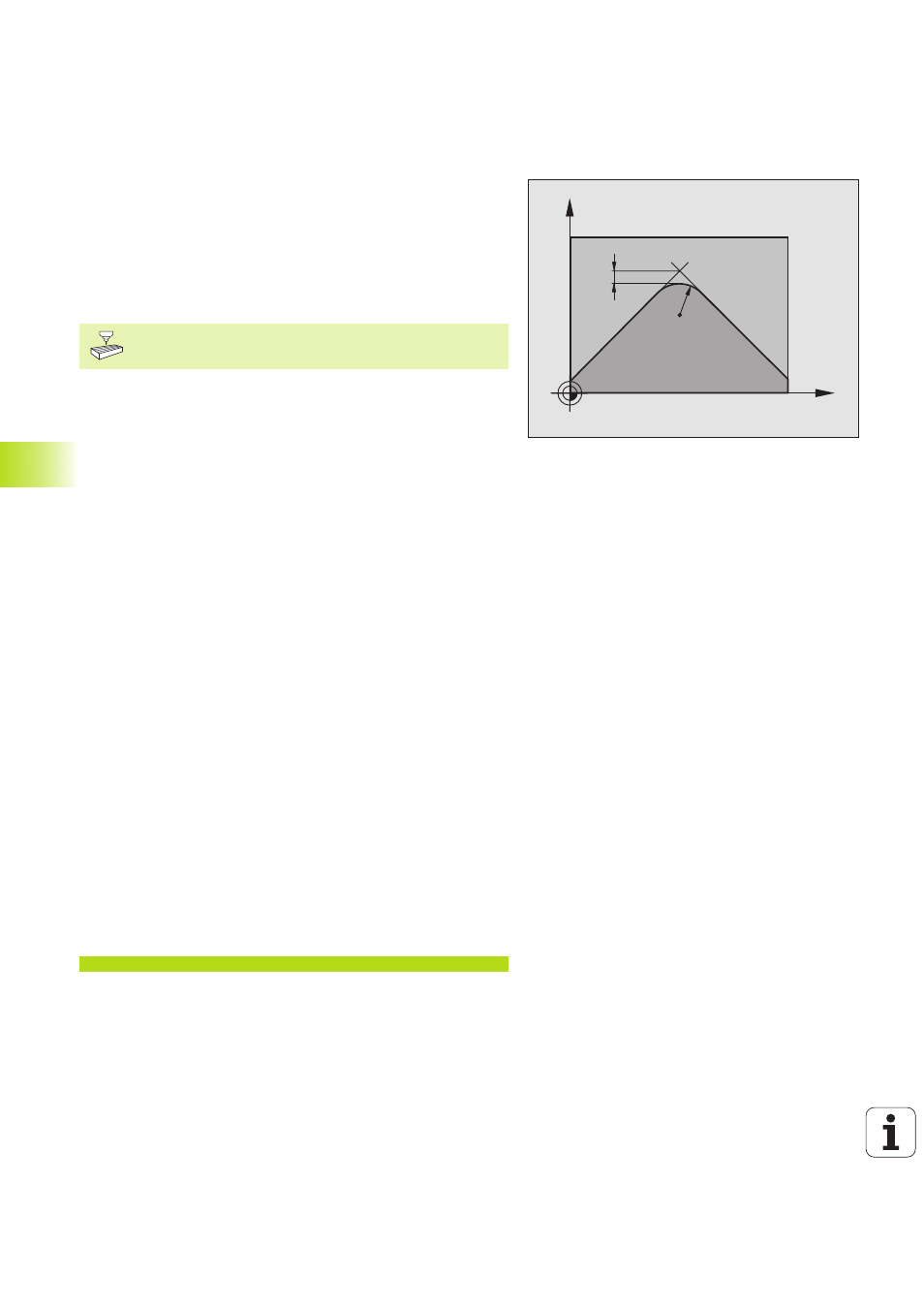
Verhalten mit M112
Die TNC fügt zwischen unkorrigierten Geradenstücken Rundungs-
kreise ein: Siehe Bild rechts. Dabei berücksichtigt die TNC:
■
die über E eingegebene zulässige Abweichung von der programmier-
ten Kontur (wird keine zulässige Abweichung eingegeben, gilt die
Eingabe „unendlich")
■
die Länge der beiden Geradenstücke, an deren Schnittpunkt der
Rundungskreis eingefügt werden soll
■
den programmierten Vorschub (Override-Stellung 150%) und die
Kreisbeschleunigung (wird vom Maschinenhersteller über
Maschinenparameter festgelegt)
Aus diesen Werten errechnet die TNC den Rundungskreis mit dem
kleinstmöglichen Radius. Wenn der Bahnvorschub beim Abarbeiten für
den berechneten Rundungskreis zu hoch ist, reduziert die TNC den
Vorschub automatisch.
Die zulässige Abweichung T sollte kleiner sein als der verwendete
Punktabstand.
M112 eingeben
Wenn Sie M112 eingeben und mit der Taste ENT bestätigen, dann führt
die TNC den Dialog fort und erfragt die zulässige Abweichung E.
E können Sie auch über Q-Parameter festlegen. Siehe „10 Program-
mieren: Q-Parameter“
Wirkung
M112 wirkt im Betrieb mit Geschwindigkeits-Vorsteuerung und im
Schleppbetrieb.
M112 wird wirksam am Satz-Anfang.
Wirkung aufheben: M113 eingeben
NC-Beispielsatz
N50 G01 G40 X+123.723 Y+25.491 F800 M112 E0.01 *
X
Y
E
R