Kontur (zyklus g37) 123, Überlagerte konturen 123, Kontur (zwingend erforderlich) – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 129: 4 sl -zyklen
123
HEIDENHAIN TNCs der Serie 400
KONTUR (Zyklus G37)
In Zyklus G37 KONTUR listen Sie alle Unterprogramme auf, die zu
einer Gesamtkontur überlagert werden sollen.
Beachten Sie vor dem Programmieren
Zyklus G37 ist DEF-Aktiv, das heißt ab seiner Definition
im Programm wirksam
In Zyklus G37 können Sie maximal 12 Unterprogramme
(Teilkonturen) auflisten
37
ú
LABEL-NUMMERN FUER DIE KONTUR: Alle Label-
Nummern der einzelnen Unterprogramme eingeben,
die zu einer Kontur überlagert werden sollen. Jede
Nummer mit der Taste ENT bestätigen und die Ein-
gaben mit der Taste END abschließen.
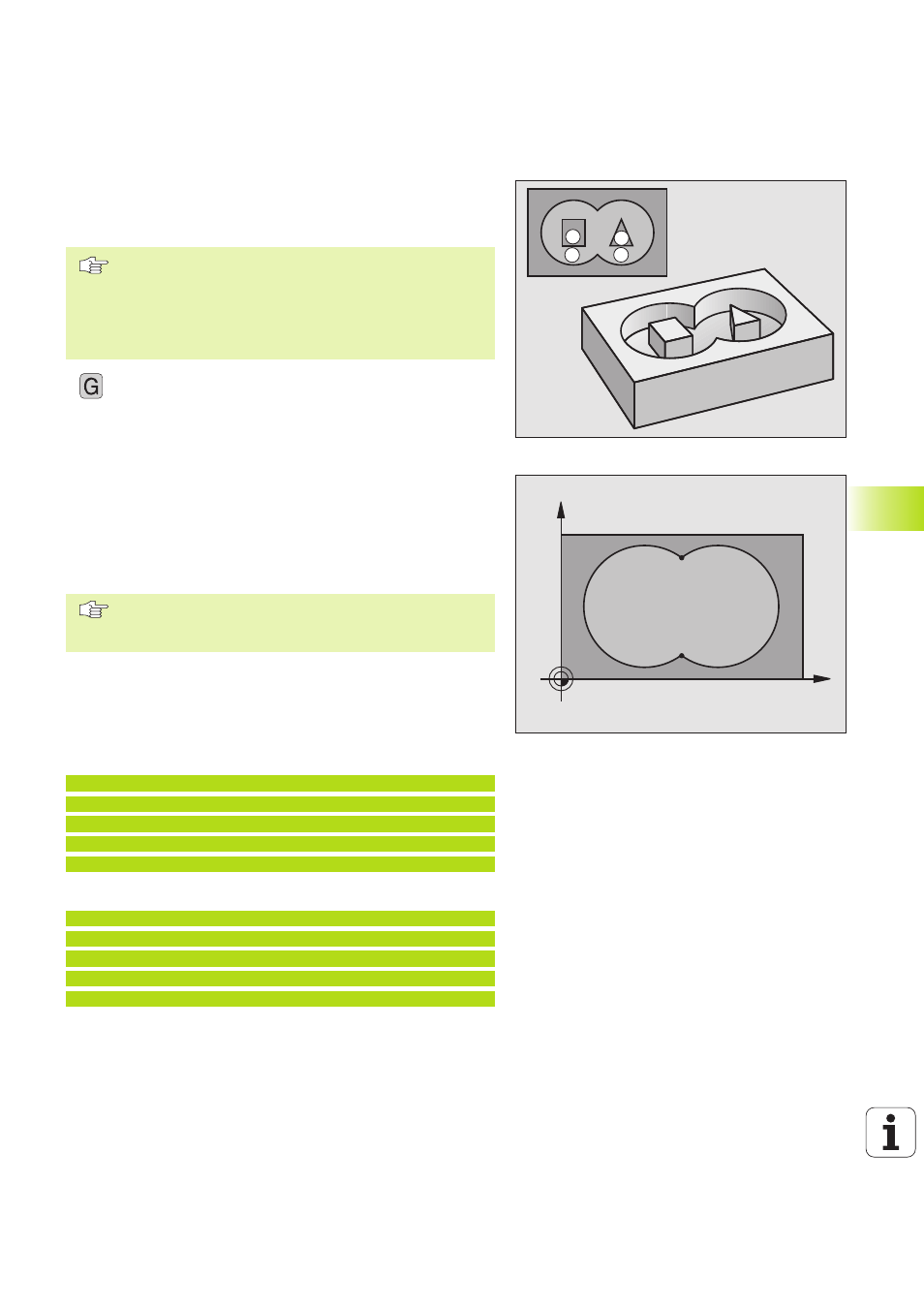
Überlagerte Konturen
Taschen und Inseln können Sie zu einer neuen Kontur überlagern.
Damit können Sie die Fläche einer Tasche durch eine überlagerte
Tasche vergrößern oder eine Insel verkleinern.
Unterprogramme: Überlagerte Taschen
Die nachfolgenden Programmierbeispiele sind Kontur-
Unterprogramme, die in einem Hauptprogramm von
Zyklus G37 KONTUR aufgerufen werden.
Die Taschen A und B überlagern sich.
Die TNC berechnet die Schnittpunkte S
1
und S
2
, sie müssen nicht
programmiert werden.
Die Taschen sind als Vollkreise programmiert.
Unterprogramm 1: Tasche links
N 1 5 0 G 9 8 l 1 *
N 1 6 0 G 0 1 G 4 2 x + 1 0 y + 5 0 *
N 1 7 0 I + 3 5 J + 5 0 *
N 1 8 0 G 0 2 X + 1 0 Y + 5 0 *
N 1 9 0 G 9 8 l 0 *
Unterprogramm 2: Tasche rechts
N 2 0 0 G 9 8 L 2 *
N 2 1 0 G 0 1 G 4 2 x + 9 0 y + 5 0 *
N 2 2 0 i + 6 5 j + 5 0 *
N 2 3 0 G 0 2 X + 9 0 Y + 5 0 *
N 2 4 0 G 9 8 l 0 *
A
C
D
B
X
Y
A
B
S
1
S
2