Gewindeschneiden (zyklus g86) 111, Gewindeschneiden, 2 bohrzyklen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 117
111
HEIDENHAIN TNCs der Serie 400
Freifahren bei Programm-Unterbrechung (nur TNC 426)
Wenn Sie während des Gewindebohrens die externe Stop-Taste
drücken, zeigt die TNC den Softkey MANUAL OPERATION an. Wenn
Sie MANUAL OPERATION drücken, können Sie das Werkzeug
gesteuert freifahren. Drücken Sie dazu die positive Achsrichtungs-
Taste der aktiven Spindelachse.
GEWINDESCHNEIDEN (Zyklus G86)
Maschine und TNC müssen vom Maschinenhersteller für
das Gewindeschneiden vorbereitet sein.
Zyklus G86 GEWINDESCHNEIDEN fährt das Werkzeug mit geregel-
ter Spindel von der aktuellen Position mit der aktiven Drehzahl auf
die TIEFE. Am Bohrungsgrund erfolgt ein Spindel-Stop. An- und
Wegfahrbewegungen müssen Sie separat eingeben – am besten in
einem Hersteller-Zyklus. Ihr Maschinenhersteller erteilt Ihnen hierzu
nähere Informationen.
Beachten Sie vor dem Programmieren
Die TNC berechnet den Vorschub in Abhängigkeit von der
Drehzahl. Wenn Sie während des Gewindeschneidens
der Drehknopf für den Drehzahl-Override betätigen, paßt
die TNC der Vorschub automatisch an.
Der Drehknopf für den Vorschub-Override ist nicht aktiv.
Die TNC schaltet die Spindel automatisch Ein und Aus.
Vor dem Zyklus-Aufruf nicht M3 oder M4 programmieren.
86
ú
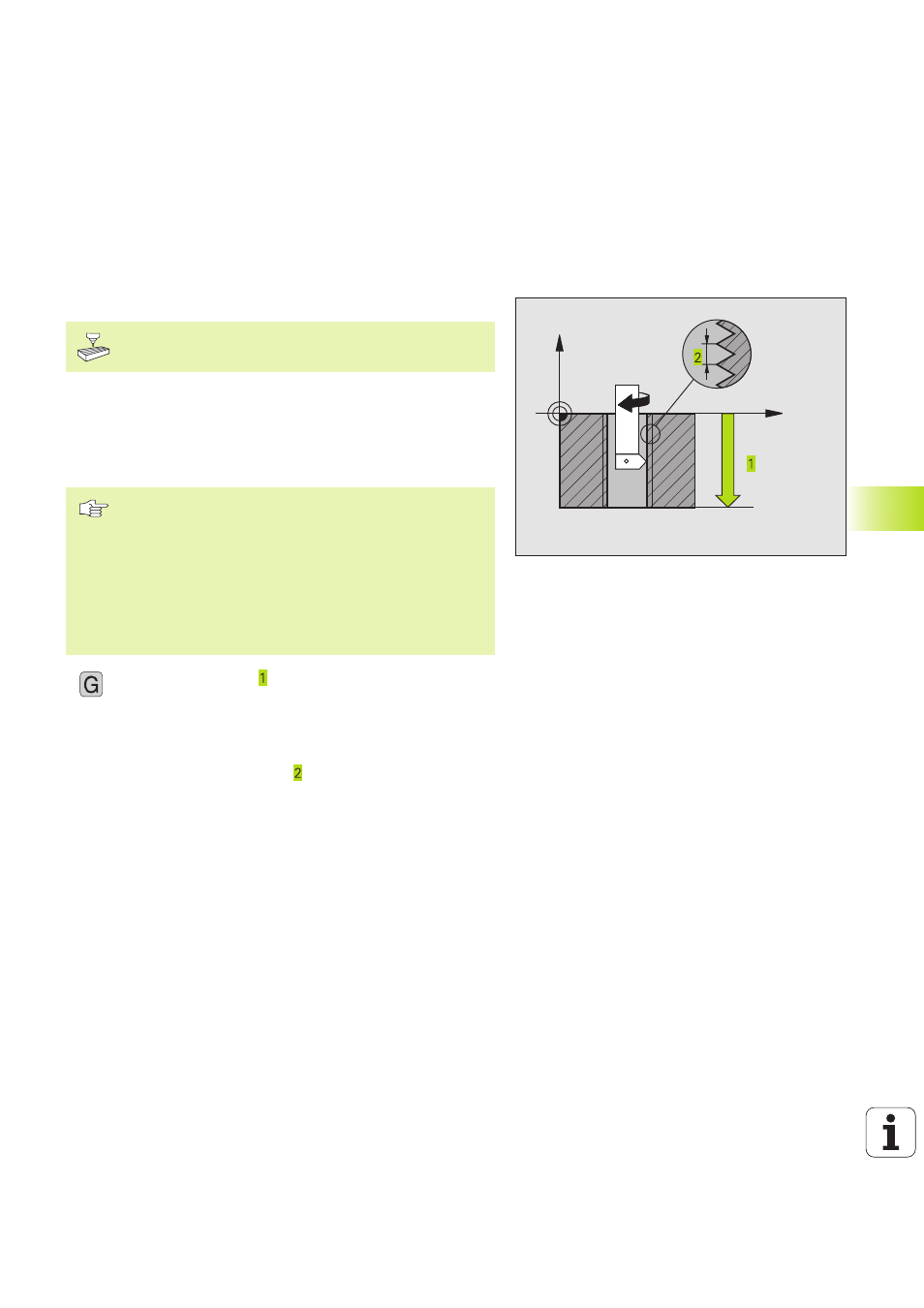
BOHRTIEFE P01 : Abstand zwischen aktueller
Werkzeug-Position und Gewindeende
Das Vorzeichen der BOHRTIEFE legt die Arbeits-
richtung fest („–“ entspricht negativer Richtung in der
Spindelachse)
ú
Gewindesteigung P02 :
Steigung des Gewindes. Das Vorzeichen legt Rechts-
und Linksgewinde fest:
+ = Rechtsgewinde (M3 bei negativer BOHRTIEFE)
– = Linksgewinde (M4 bei negativer BOHRTIEFE)
X
Z