5 zusatz-f unktionen für dr ehac hsen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 109
103
HEIDENHAIN TNCs der Serie 400
N50 M94
Nur Anzeigewert der C-Achse reduzieren:
N50 M94 C
Anzeige aller aktiven Drehachsen reduzieren und anschließend mit der
C-Achse auf den programmierten Wert fahren:
N50 C+180 M94
Wirkung
M94 wirkt nur in dem Programmsatz, in dem M94 programmiert ist.
M94 wird wirksam am Satz-Anfang.
Automatische Korrektur der Maschinengeometrie
beim Arbeiten mit Schwenkachsen: M114
(nicht TNC 407)
Standardverhalten
Die TNC fährt das Werkzeug auf die im Bearbeitungs-Programm
festgelegten Positionen. Bei einer Positionierung mit Schwenkachsen
muß ein Postprozessor den Versatz des Werkzeugs berücksichtigen.
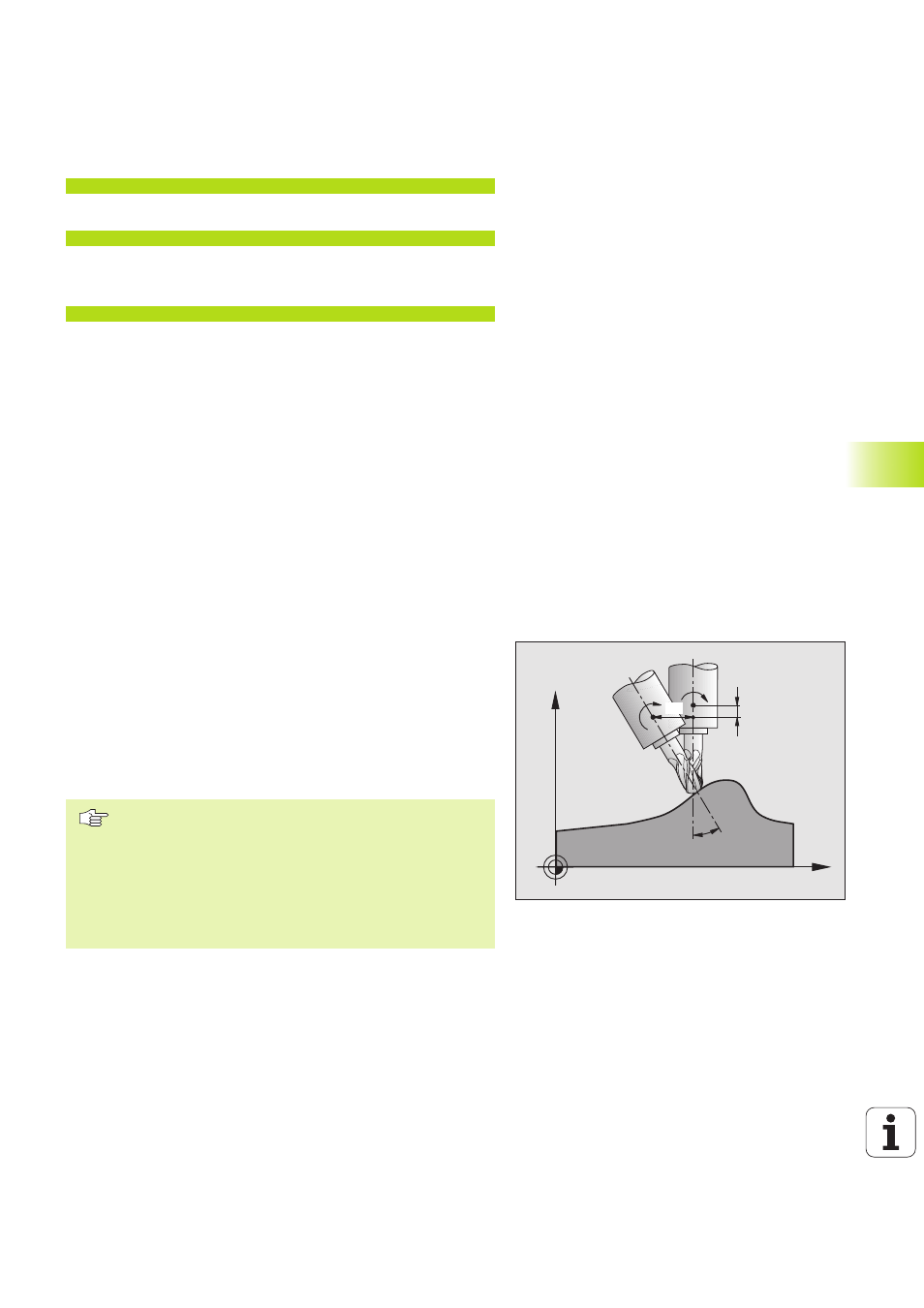
Verhalten mit M114
Die TNC kompensiert den Versatz des Werkzeugs mit einer 3D-
Längenkorrektur. Die Radiuskorrektur muß vom CAD-System bzw.
vom Postprozessor berücksichtigt werden. Eine programmierte
Radiuskorrektur G41/G42 führt zur Fehlermeldung „NICHT ERLAUB-
TER NC-SATZ“.
Das Bild rechts zeigt den Versatz des Werkzeug-Bezugspunktes beim
Schwenken.
Wenn ein NC-Programm durch einen Postprozessor erstellt wird, dann
muß die Maschinengeometrie nicht berücksichtigt werden.
Wenn die TNC die Werkzeug-Längenkorrektur vornimmt, dann bezieht
sich der programmierte Vorschub auf die Werkzeugspitze, sonst auf
den Werkzeug-Bezugspunkt.
Wenn Ihre Maschine einen gesteuerten Schwenkkopf hat,
können Sie den Programmlauf unterbrechen und die
Stellung der Schwenkachse verändern (z.B. mit dem
Handrad).
Mit der Funktion RESTORE POS. AT N können Sie das
Bearbeitungs-Programm an der Unterbrechungsstelle
fortführen. Die TNC berücksichtigt automatisch die neue
Stellung der Schwenkachse.
X
Z
dB
dz
dx
B
B