Beispiel: kontur-zug 132, 4 sl -zyklen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 139
133
HEIDENHAIN TNCs der Serie 400
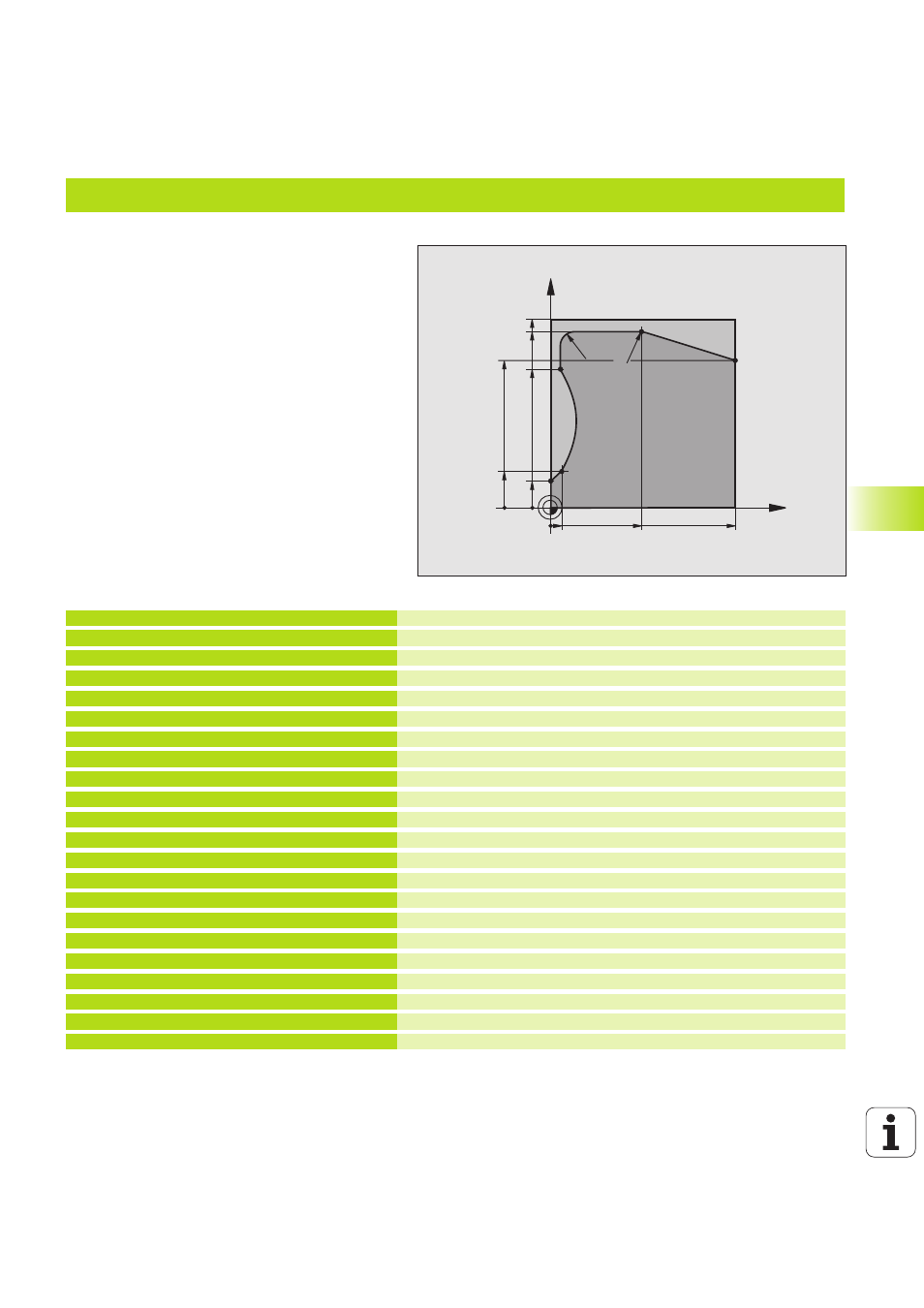
Beispiel: Kontur-Zug
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Kontur-Unterprogramm festlegen
Bearbeitungs-Parameter festlegen
Zyklus-Aufruf
Werkzeug freifahren, Programm-Ende
Kontur-Unterprogramm
% C 2 5 G 7 1 *
N 1 0 G 3 0 G 1 7 X + 0 Y + 0 Z - 4 0 *
N 2 0 G 3 1 G 9 0 X + 1 0 0 Y + 1 0 0 Z + 0 *
N 3 0 G 9 9 T 1 L + 0 R + 1 0 *
N 5 0 T 1 G 1 7 S 2 0 0 0 *
N 6 0 G 0 0 G 4 0 G 9 0 Z + 2 5 0 *
N 7 0 G 3 7 P 0 1 1 *
N 8 0 G 1 2 5 Q 1 = - 2 0 Q 3 = + 0 Q 5 = + 0 Q 7 = + 2 5 0
Q 1 0 = + 5 Q 1 1 = 1 0 0 Q 1 2 = 2 0 0 Q 1 5 = + 1 *
N 9 0 G 7 9 M 3 *
N 1 0 0 G 0 0 G 9 0 Z + 2 5 0 M 2 *
N 1 1 0 G 9 8 L 1 *
N 1 2 0 G 0 1 G 4 1 X + 0 Y + 1 5 *
N 1 3 0 X + 5 Y + 2 0 *
N 1 4 0 G 0 6 X + 5 Y + 7 5 *
N 1 5 0 G 0 1 Y + 9 5 *
N 1 6 0 G 2 5 R 7 , 5 *
N 1 7 0 X + 5 0 *
N 1 8 0 G 2 5 R 7 , 5 *
N 1 9 0 X + 1 0 0 Y + 8 0 *
N 2 0 0 G 9 8 L 0 *
N 9 9 9 9 9 9 % C 2 5 G 7 1 *
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5