D19: plc werte an die plc übergeben, 7 zusätzlic he f unktionen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 175
10 Programmieren: Q-Parameter
170
D15:PRINT
Texte oder Q-Parameter-Werte unformatiert ausgeben
Für die TNC 425, TNC 415 B, TNC 407 gilt
Wenn Sie bei aktiver D15 das Bearbeitungs-Programm
abbrechen, müssen Sie mit dem Softkey CLOSE RS-232-C
die Schnittstelle schließen
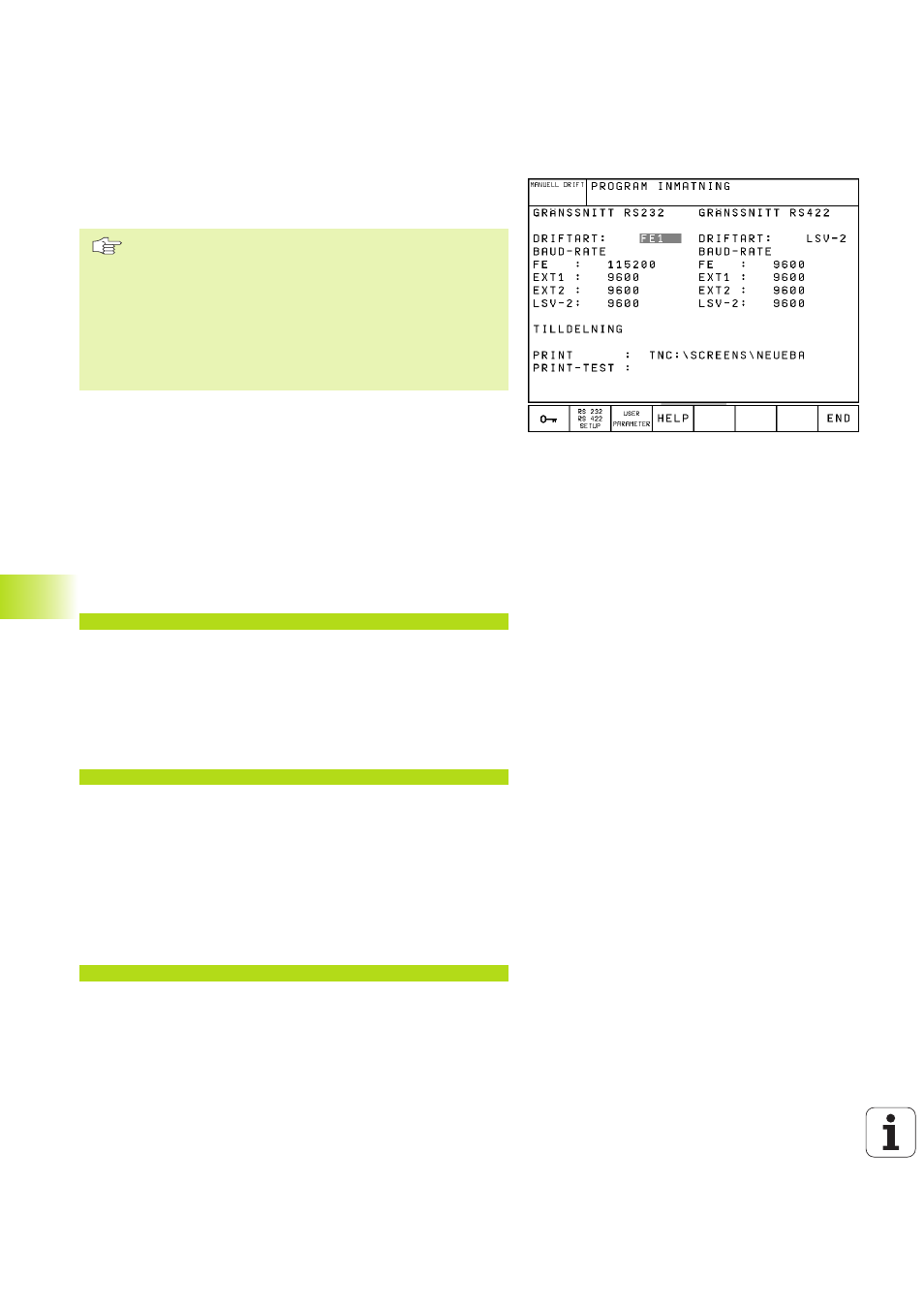
Für die TNC 426 gilt
Daten-Schnittstelle einrichten: Im Menüpunkt PRINT bzw.
PRINT-TEST legen Sie den Pfad fest, auf dem die TNC die
Texte oder Q-Parameter-Werte speichern soll. Siehe
„13 MOD-Funktionen, Daten-Schnittstellen einrichten“
Mit der Funktion D15: PRINT können Sie Werte von Q-Parametern und
Fehlermeldungen über die Daten-Schnittstelle ausgeben, zum Beispiel
an einen Drucker. Wenn Sie die Werte intern abspeichern oder an
einen Rechner ausgeben, speichert die TNC die Daten in der Datei
%D15RUN.A (Ausgabe während des Programmlaufs) oder in der
Datei %D15SIM.A (Ausgabe während des Programm-Tests).
Dialoge und Fehlermeldung ausgeben mit D15:
PRINT „Zahlenwert“
Zahlenwert 0 bis 99: Dialoge für Hersteller-Zyklen
ab 100:
PLC-Fehlermeldungen
Beispiel: Dialog-Nummer 20 ausgeben
N670 D15 P01 20 *
Dialoge und Q-Parameter ausgeben mit D15:
PRINT „Q-Parameter“
Anwendungsbeispiel: Protokollieren einer Werkstück-Vermessung.
Sie können bis zu sechs Q-Parameter und Zahlenwerte gleichzeitig
ausgeben. Die TNC trennt diese mit Schrägstrichen.
Beispiel: Dialog 1 und Zahlenwert Q1 ausgeben
N700 D15 P01 1 P02 Q1 *
D19: PLC
Werte an PLC übergeben
Mit der Funktion D19: PLC können Sie bis zu zwei Zahlenwerte oder
Q-Parameter an die PLC übergeben.
Schrittweiten und Einheiten: 0,1 µm bzw. 0,0001°
Beispiel: Zahlenwert 10 (entspricht 1µm bzw. 0,001°) an PLC über-
geben
N560 d19 p01 +10 P02 +Q3 *