5 bearbeit ungsebene sch w enk en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 30
21
HEIDENHAIN TNCs der Serie 400
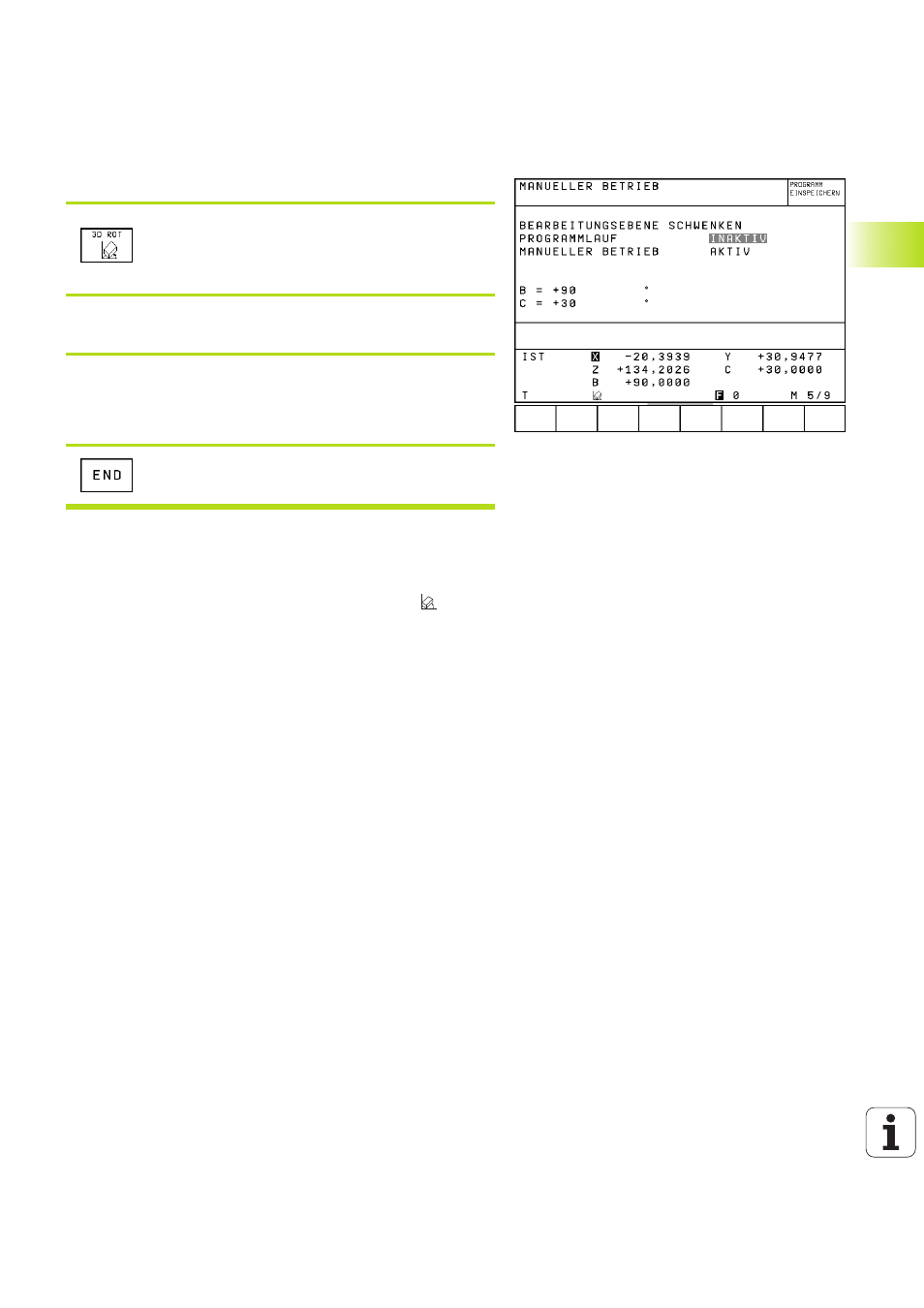
Manuelles Schwenken aktivieren
Manuelles Schwenken wählen: Softkey 3D ROT
Die Menüpunkte lassen sich nun mit den Pfeil-
Tasten anwählen
<
Schwenkwinkel eingeben
<
Gewünschte Betriebsart im Menüpunkt BEARBEITUNGSEBENE
SCHWENKEN auf AKTIV setzen: Menüpunkt wählen, mit Taste
ENT umschalten
<
Eingabe beenden: Softkey END
Zum Deaktivieren setzen Sie im Menü BEARBEITUNGSEBENE
SCHWENKEN die gewünschten Betriebsarten auf INAKTIV.
Wenn die Funktion BEARBEITUNGSEBENE SCHWENKEN aktiv ist
und die TNC die Maschinenachsen entsprechend der geschwenkten
Achsen verfährt, blendet die Status-Anzeige das Symbol
ein.
Falls Sie die Funktion BEARBEITUNGSEBENE SCHWENKEN für die
Betriebsart PROGRAMMLAUF auf AKTIV setzen, gilt der im Menü
eingetragene Schwenkwinkel ab dem ersten Satz des abzuarbeiten-
den Bearbeitungs-Programms. Verwenden Sie im Bearbeitungs-
Programm Zyklus G80 BEARBEITUNGSEBENE, sind die im Zyklus
definierten Winkelwerte (ab der Zyklus-Definition) wirksam. Im
Menü eingetragene Winkelwerte werden mit den aufgerufenen
Werten überschrieben.