Zylinder-mantel (zyklus g127) 129, Zylinder-mantel, G127 – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 135: 4 sl -zyklen
129
HEIDENHAIN TNCs der Serie 400
125
ú
FRAESTIEFE Q1 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Konturgrund
ú
SCHLICHTAUFMASS SEITE Q3 (inkremental):
Schlichtaufmaß in der Bearbeitungsebene
ú
KOORD. WERKSTUECK-OBERFLAECHE Q5 (absolut):
Absolute Koordinate der Werkstück Oberfläche
bezogen auf den Werkstück-Nullpunkt
ú
SICHERE HOEHE Q7 (absolut): Absolute Höhe, in der
keine Kollision zwischen Werkzeug und Werkstück
erfolgen kann; Werkzeug-Rückzugposition am Zyklus-
Ende
ú
ZUSTELL-TIEFE Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
ú
VORSCHUB TIEFENZUSTELLUNG Q11:Vorschub bei
Verfahrbewegungen in der Spindelachse
ú
VORSCHUB FRAESEN Q12: Vorschub bei
Verfahrbewegungen in der Bearbeitungsebene
ú
FRAESART ? GEGENLAUF = -1 Q15:
Gleichlauf-Fräsen:
Eingabe = +1
Gegenlauf-Fräsen:
Eingabe = –1
Abwechselnd im Gleich- und Gegenlauf fräsen bei
mehreren Zustellungen:
Eingabe = 0
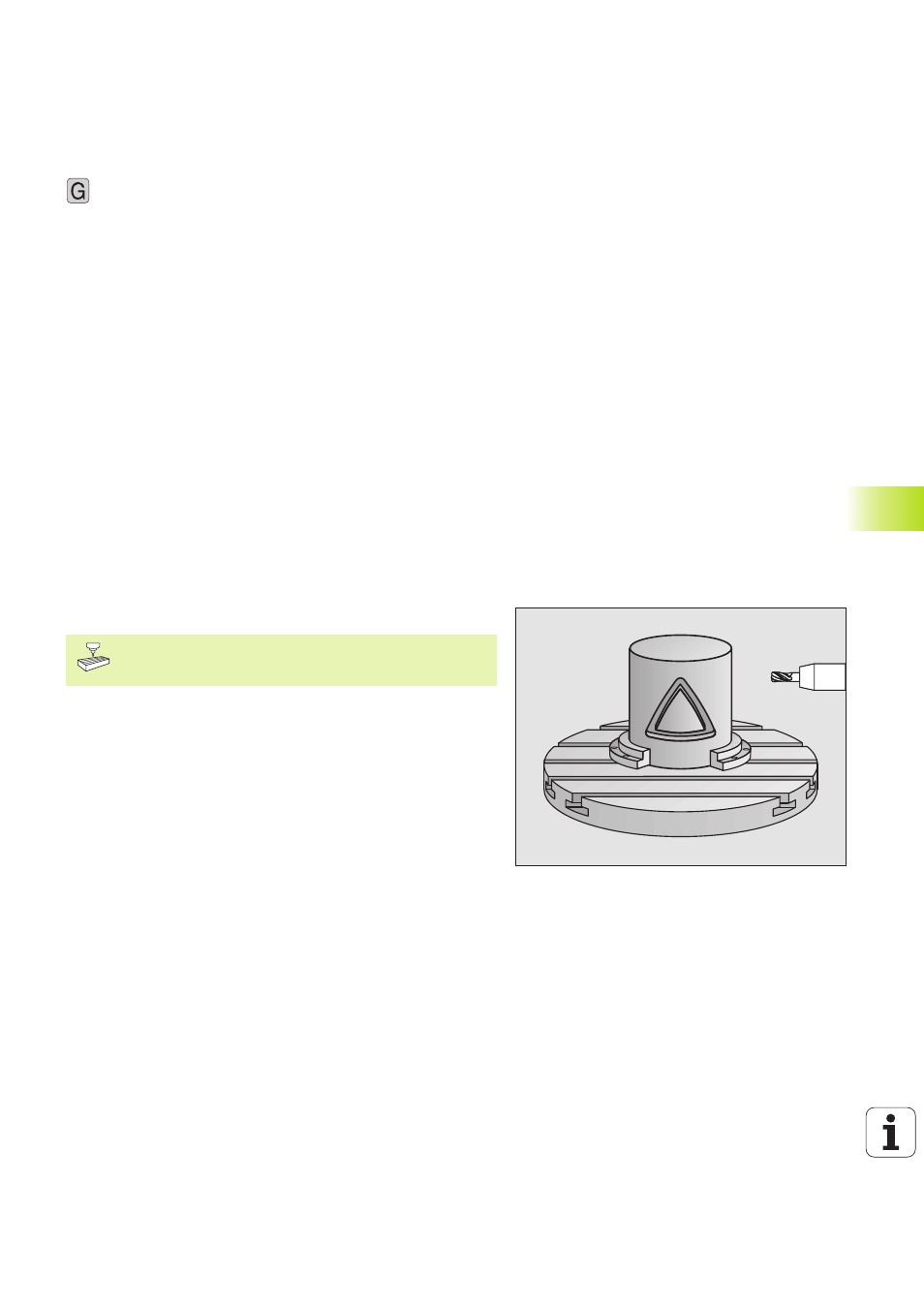
ZYLINDER-MANTEL (Zyklus G127)
Maschine und TNC müssen vom Maschinenhersteller für
Zyklus G127 ZYLINDER-MANTEL vorbereitet sein.
Mit diesem Zyklus können Sie eine auf der Abwicklung definierte
Kontur auf den Mantel eines Zylinders übertragen.
Die Kontur beschreiben Sie in einem Unterprogramm, das Sie über
Zyklus G37 (KONTUR) festlegen.
Das Unterprogramm enthält Koordinaten in einer Winkelachse
(z.B. C-Achse) und der Achse, die dazu parallel verläuft (z.B. Spindel-
achse). Als Bahnfunktionen stehen L, CHF, CR, RND zur Verfügung.
Die Angaben in der Winkelachse müssen Sie in Grad eingeben.