11 .4 pr ogr ammlauf – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 199
195
HEIDENHAIN TNCs der Serie 400
Der Satzvorlauf darf nicht in einem Unterprogramm-
beginnen.
Alle benötigten Programme, Tabellen und Paletten-Dateien
müssen in einer Programmlauf-Betriebsart angewählt sein
(Status M).
Enthält das Programm bis zum Ende des Satzvorlaufs eine
programmierte Unterbrechung, wird dort der Satzvorlauf
unterbrochen. Um den Satzvorlauf fortzusetzen, die
externe START-Taste drücken.
Nach einem Satzvorlauf wird das Werkzeug mit der
Funktion RESTORE POSITION auf die ermittelte Position
gefahren.
Über Maschinen-Parameter 7680 wird festgelegt, ob der
Satzvorlauf bei verschachtelten Programmen im Satz 0 des
Hauptprogramms oder im Satz 0 des Programms beginnt,
in dem der Programmlauf zuletzt unterbrochen wurde.
Für die TNC 426 gilt zusätzlich
Mit dem Softkey 3D ON/OFF legen Sie fest, ob die TNC bei
geschwenkter Bearbeitungsebene im geschwenkten oder
ungeschwenkten System anfahren soll.
ú
Ersten Satz des aktuellen Programms als Beginn für Vorlauf wählen:
GOTO „0“ eingeben.
ú
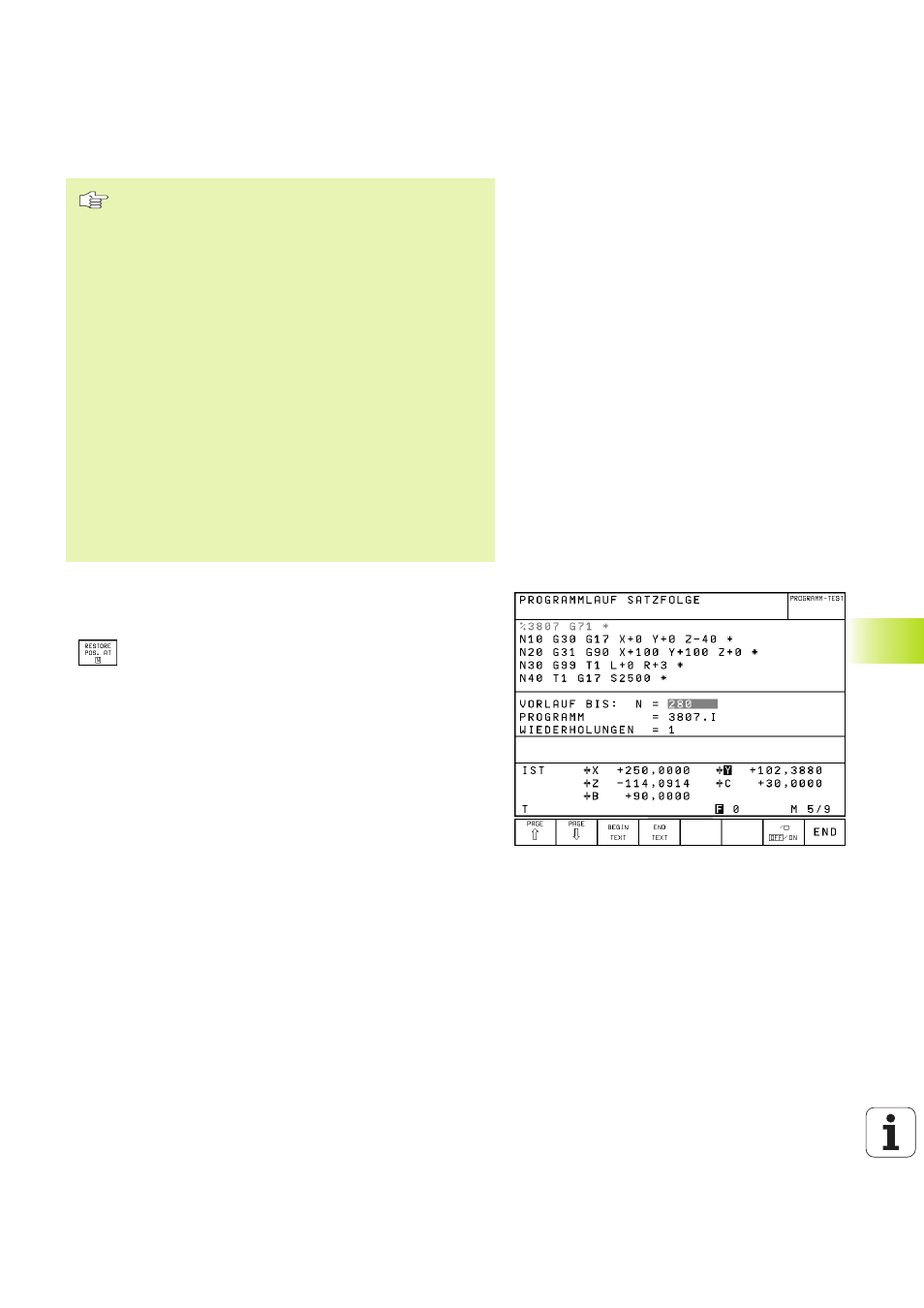
Satzvorlauf wählen: Softkey RESTORE POS. AT N drücken
ú
VORLAUF BIS N: Nummer N des Satzes eingeben, bei
dem der Vorlauf enden soll
ú
PROGRAMM: Namen des Programms eingeben, in dem
der Satz N steht
ú
WIEDERHOLUNGEN: Anzahl der Wiederholungen
eingeben, die im Satz-Vorlauf berücksichtigt werden
sollen, falls Satz N innerhalb einer Programmteil-
Wiederholung steht
ú
Satzvorlauf starten: Externe START-Taste drücken
ú
Kontur anfahren: Siehe nächster Abschnitt „Wiederan-
fahren an die Kontur“