6 programmier-beispiele 156, 6 pr o g rammier -beispiele – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 162
9 Programmieren: Unterprogramme und Programmteil-Wiederholungen
156
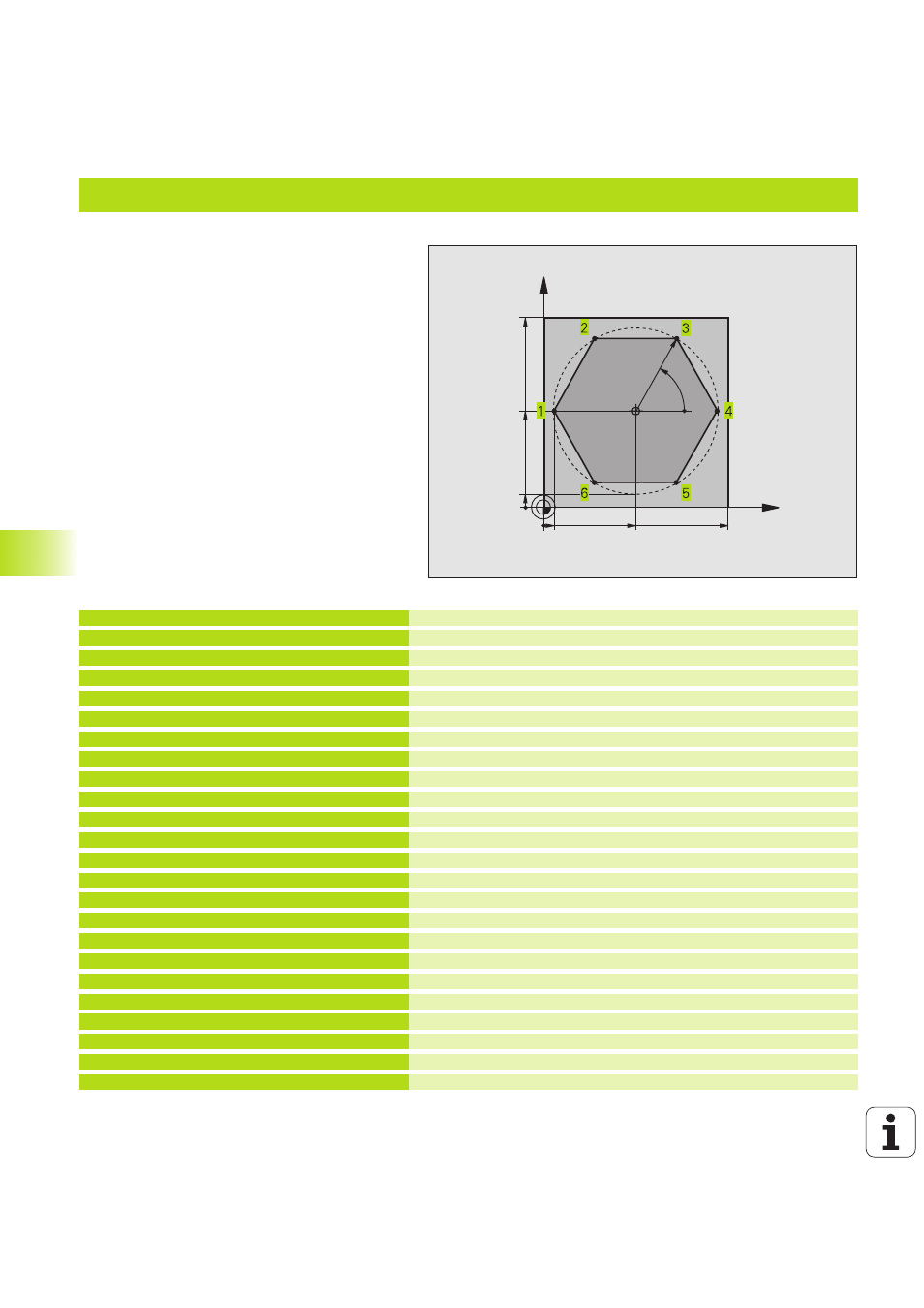
Beispiel: Konturfräsen in mehreren Zustellungen
Programm-Ablauf
■
Werkzeug vorpositionieren auf Oberkante Werk-
stück
■
Zustellung inkremental eingeben
■
Konturfräsen
■
Zustellung und Konturfräsen wiederholen
%PGMWDH G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
N40 T1 G17 S4000 *
N50 G00 G40 G90 Z+250 *
N60 I+50 J+50 *
N70 G10 R+60 H+180 *
N80 G01 Z+0 F1000 M3 *
N90 G98 L1 *
N100 G91 Z-3 *
N110 G11 G41 G90 R+45 H+180 F250 *
N120 G26 R5 *
N130 H+120 *
N140 H+60 *
N150 H+0 *
N160 H-60 *
N170 H-120 *
N180 H+180 *
N190 G27 R5 F500 *
N200 G40 R+60 H+180 F1000 *
N210 L1,9 *
N220 G00 Z+250 M2 *
N999999 %PGMWDH G71 *
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Pol setzen
Vorpositionieren Bearbeitungsebene
Vorpositionieren auf Oberkante Werkstück
Marke für Programmteil-Wiederholung
Inkrementale Tiefen-Zustellung (im Freien)
Kontur anfahren
Kontur
Kontur verlassen
Freifahren
Rücksprung zu LBL 1; insgesamt neunmal
Werkzeug freifahren, Programm-Ende
X
Y
50
100
50
I,J
5
100
R45
60°
5