Beispiel: helix 91, 5 bahnbew egung en – p olar k oor dinat en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 98
91
HEIDENHAIN TNCs der Serie 400
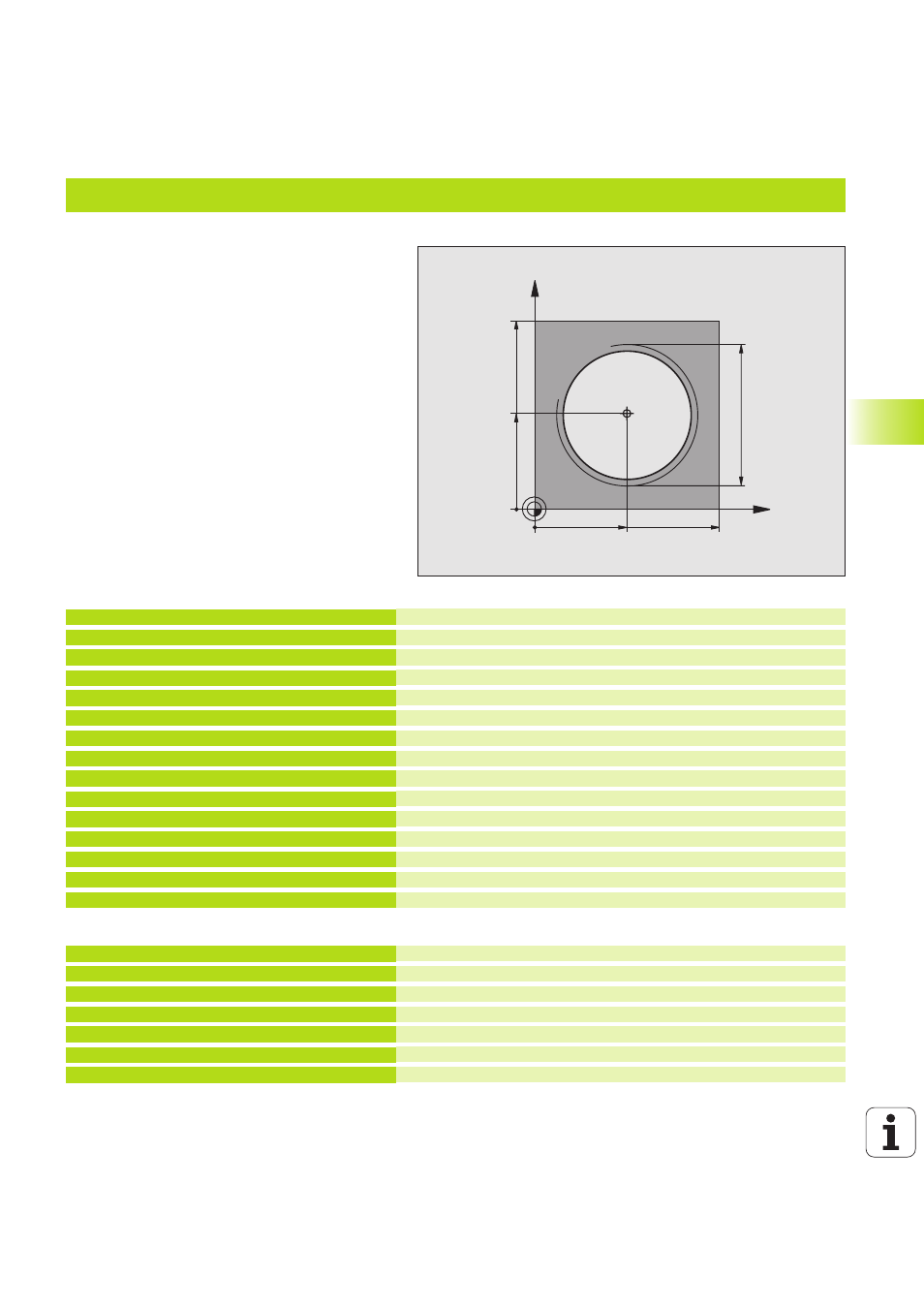
Beispiel: Helix
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Werkzeug vorpositionieren
Letzte programmierte Position als Pol übernehmen
Auf Bearbeitungstiefe fahren
Ersten Konturpunkt anfahren
Tangentiales Anfahren
Helix fahren
Tangentiales Wegfahren
Freifahren in der Bearbeitungsebene, Radiuskorrektur aufheben
Werkzeug freifahren in der Spindelachse, Programm-Ende
Beginn der Programmteil-Wiederholung
Steigung direkt als inkrementalen Z-Wert eingeben
Anzahl der Wiederholungen (Gänge)
% H E L I X G 7 1 *
N 1 0 G 3 0 G 1 7 X + 0 Y + 0 Z - 2 0 *
N 2 0 G 3 1 G 9 0 X + 1 0 0 Y + 1 0 0 Z + 0 *
N 3 0 G 9 9 T 1 L + 0 R + 5 *
N 4 0 T 1 G 1 7 S 1 4 0 0 *
N 5 0 G 0 0 G 4 0 G 9 0 Z + 2 5 0 *
N 6 0 X + 5 0 Y + 5 0 *
N 7 0 G 2 9 *
N 8 0 G 0 1 Z - 1 2 , 7 5 F 1 0 0 0 M 3 *
N 9 0 G 1 1 G 4 1 R + 3 2 H + 1 8 0 F 2 5 0 *
N 1 0 0 G 2 6 R 2 *
N 1 1 0 G 1 2 G 9 1 H + 3 2 4 0 Z + 1 3 , 5 F 2 0 0 *
N 1 2 0 G 2 7 R 2 F 5 0 0 *
N 1 7 0 G 0 1 G 4 0 G 9 0 X + 5 0 Y + 5 0 F 1 0 0 0 *
N 1 8 0 G 0 0 Z + 2 5 0 M 2 *
Wenn Sie mehr als 16 Gänge fertigen müssen:
. . . N 8 0 G 0 1 Z - 1 2 , 7 5 F 1 0 0 0 M 3 *
N 9 0 G 1 1 G 4 1 H + 1 8 0 R + 3 2 F 2 5 0 *
N 1 0 0 G 2 6 R 2 *
N 1 1 0 G 9 8 L 1 *
N 1 2 0 G 1 2 G 9 1 H + 3 6 0 Z + 1 , 5 F 2 0 0 *
N 1 3 0 L 1 , 2 4 *
N 9 9 9 9 9 9 % H E L I X G 7 1 *
X
Y
50
50
I,J
100
100
M64 x 1,5