4 zusatz-f unktionen für das bahn v e rhalt en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 106
7 Programmieren: Zusatz-Funktionen
100
Tatsächlicher Bahnvorschub (mm/min):
500
500
100
X
Y
S
S
X
Y
11
12
10
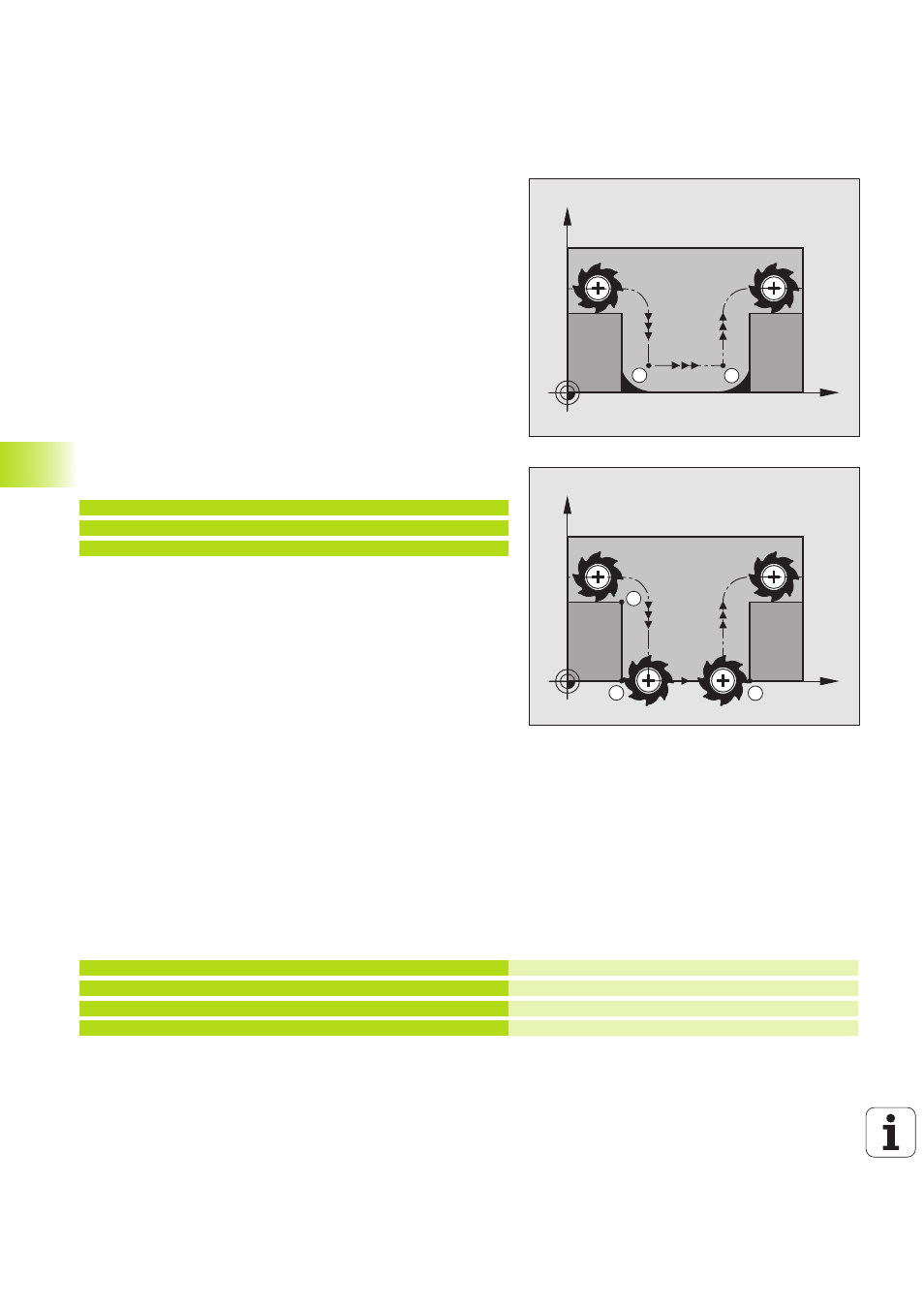
Offene Konturecken vollständig bearbeiten: M98
Standardverhalten
Die TNC ermittelt an Innenecken den Schnittpunkt der Fräserbahnen
und fährt das Werkzeug ab diesem Punkt in die neue Richtung.
Wenn die Kontur an den Ecken offen ist, dann führt das zu einer
unvollständigen Bearbeitung: Siehe Bild rechts oben.
Verhalten mit M98
Mit der Zusatz-Funktion M98 fährt die TNC das Werkzeug so weit, daß
jeder Konturpunkt tatsächlich bearbeitet wird: Siehe Bild rechts unten.
Wirkung
M98 wirkt nur in den Programmsätzen, in denen M98
programmiert ist.
M98 wird wirksam am Satz-Ende.
NC-Beispielsätze
Nacheinander Konturpunkte 10, 11 und 12 anfahren:
N100 G01 G41 X ... Y... F *
N110 X... G91 Y... M98 *
N120 X+ ... *
Vorschubfaktor für Eintauchbewegungen: M103
Standardverhalten
Die TNC fährt das Werkzeug unabhängig von der Bewegungsrichtung
mit dem zuletzt programmierten Vorschub.
Verhalten mit M103
Die TNC reduziert den Bahnvorschub, wenn das Werkzeug in negati-
ver Richtung der Werkzeugachse fährt. Der Vorschub beim Eintauchen
FZMAX wird errechnet aus dem zuletzt programmierten Vorschub
FPROG und einem Faktor F%:
FZMAX = FPROG x F%
M103 eingeben
Wenn Sie M103 eingeben und mit der Taste ENT bestätigen, dann
führt die TNC den Dialog fort und erfragt den Faktor F.
Wirkung
M103 wird wirksam am Satz-Anfang.
M103 aufheben: M103 ohne Faktor erneut programmieren
NC-Beispielsätze
Vorschub beim Eintauchen beträgt 20% des Ebenenvorschubs.
. . .
N170 G01 G41 X+20 Y+20 F500 M103 F20 *
N180 Y+50 *
N190 G91 Z–2,5 *