Beispiel: bohrungsgruppen 157, 6 pr o g rammier -beispiele – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 163
157
HEIDENHAIN TNCs der Serie 400
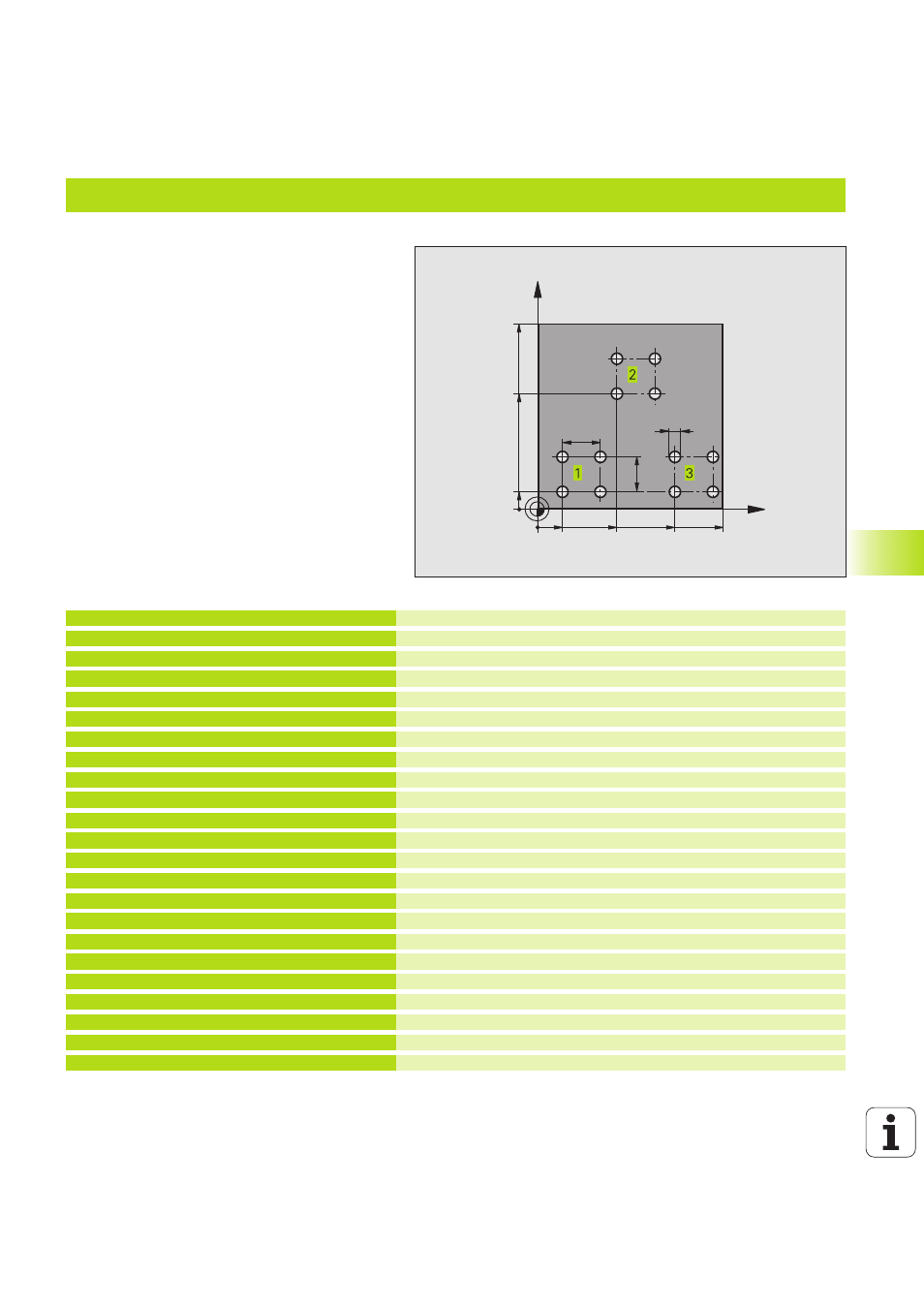
Beispiel: Bohrungsgruppen
Programm-Ablauf
■
Bohrungsgruppen anfahren im Hauptprogramm
■
Bohrungsgruppe aufrufen (Unterprogramm 1)
■
Bohrungsgruppe nur einmal im Unterprogramm 1
programmieren
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
N40 T1 G17 S5000 *
N50 G00 G40 G90 Z+250 *
N60 G83 P01 +2 P02 -30 P03 +5 P04 0
P05 300 *
N70 X+15 Y+10 M3 *
N80 L1,0 *
N90 X+45 Y+60 *
N100 L1,0 *
N110 X+75 Y+10 *
N120 L1,0 *
N130 G00 Z+250 M2 *
N140 G98 L1 *
N150 Z+2 M99 *
N160 G91 X+20 M99 *
N170 Y+20 M99 *
N180 X-20 G90 M99 *
N190 G98 L0 *
N999999 %UP1 G71 *
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Zyklus-Definition Bohren
Startpunkt Bohrungsgruppe 1 anfahren, Spindel ein
Unterprogramm für Bohrungsgruppe rufen
Startpunkt Bohrungsgruppe 2 anfahren
Unterprogramm für Bohrungsgruppe rufen
Startpunkt Bohrungsgruppe 3 anfahren
Unterprogramm für Bohrungsgruppe rufen
Ende des Hauptprogramms
Anfang des Unterprogramms 1: Bohrungsgruppe
1. Bohrung; in Z auf Sicherheits-Abstand, Zyklus aufrufen
2. Bohrung anfahren, Zyklus aufrufen
3. Bohrung anfahren, Zyklus aufrufen
4. Bohrung anfahren, Zyklus aufrufen
Ende des Unterprogramms 1
X
Y
15
60
100
100
75
10
45
20
20
5