3 kontur anfahren und verlassen 73, 3 kontur anfahren und verlassen, 3 kont ur anf ahr en und v e rlassen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 80
73
HEIDENHAIN TNCs der Serie 400
Radiuskorrektur
Die Radiuskorrektur muß vor dem Satz mit den Koordinaten für das
erste Konturelement stehen. Die Radiuskorrektur darf nicht in einem
Satz für eine Kreisbahn begonnen werden. Programmieren Sie
diese zuvor in einem Geraden-Satz.
Geraden-Satz siehe „6.4 Bahnbewegungen – rechtwinklige Koordi-
naten“.
Vorpositionieren
Positionieren Sie das Werkzeug zu Beginn eines Bearbeitungs-
Programms so vor, daß eine Beschädigung von Werkzeug und
Werkstück ausgeschlossen ist.
6.3 Kontur anfahren und verlassen
Start- und Endpunkt
Das Werkzeug fährt vom Startpunkt aus den ersten Konturpunkt an.
Anforderungen an den Startpunkt:
■
Ohne Radiuskorrektur programmiert
■
Kollisionsfrei anfahrbar
■
Nahe am ersten Konturpunkt
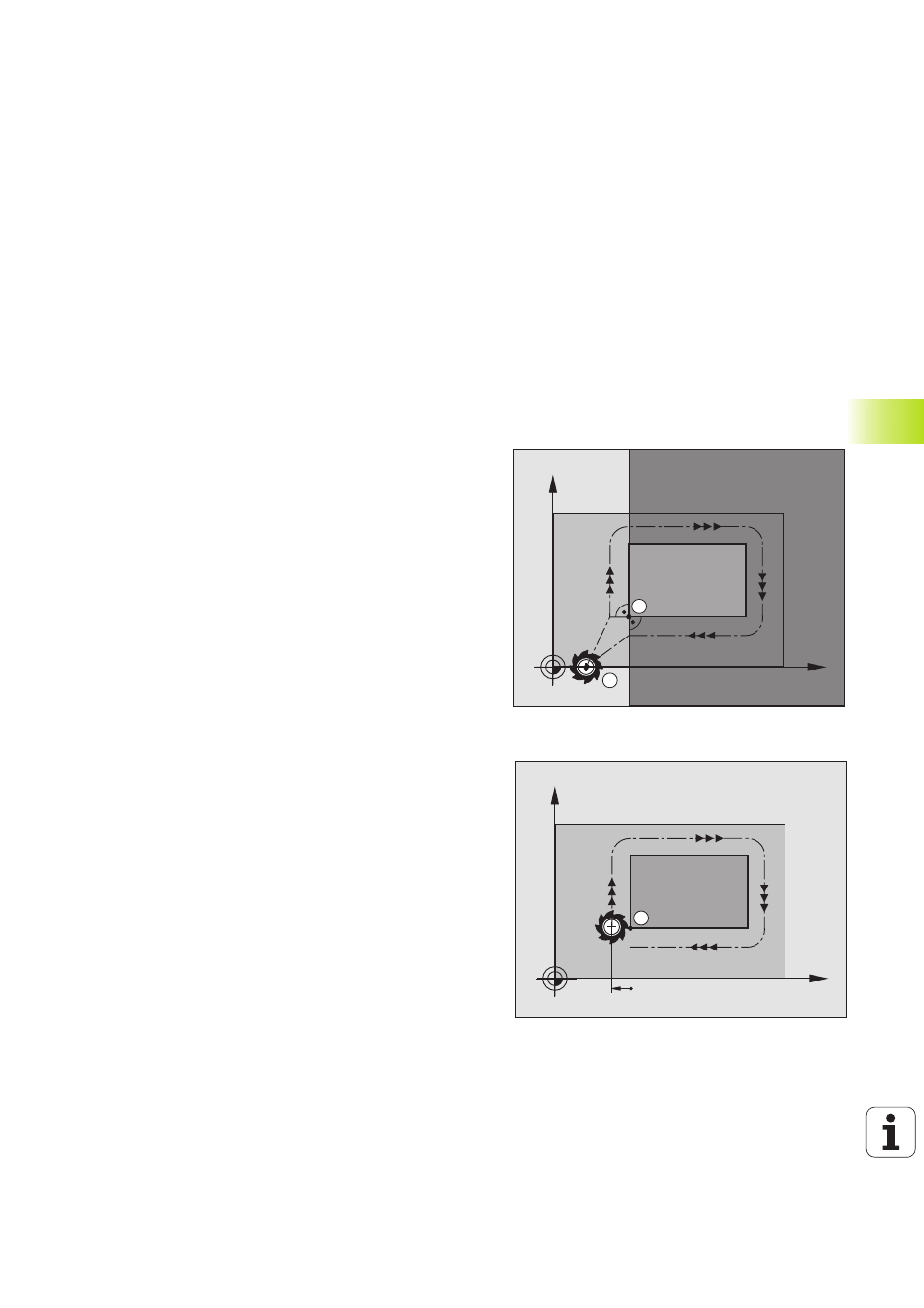
Konturbeschädigung ausschließen: Der optimale Startpunkt liegt in
der Verlängerung der Werkzeugbahn für die Bearbeitung des ersten
Konturelements.
Beispiel
Bild rechts oben: Wenn Sie den Startpunkt im dunkelgrauen Bereich
festlegen, dann wird die Kontur beim Anfahren des ersten Kontur-
punkts beschädigt.
Erster Konturpunkt
Für die Werkzeugbewegung auf den ersten Konturpunkt program-
mieren Sie eine Radiuskorrektur.
X
Y
A
G41
X
Y
S
A