Wiederanfahren an die kontur 196, 5 sätze überspringen 196, 5 sätze überspringen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 200: 11 .5 sätz e überspr ing en
11 Programm-Test und Programmlauf
196
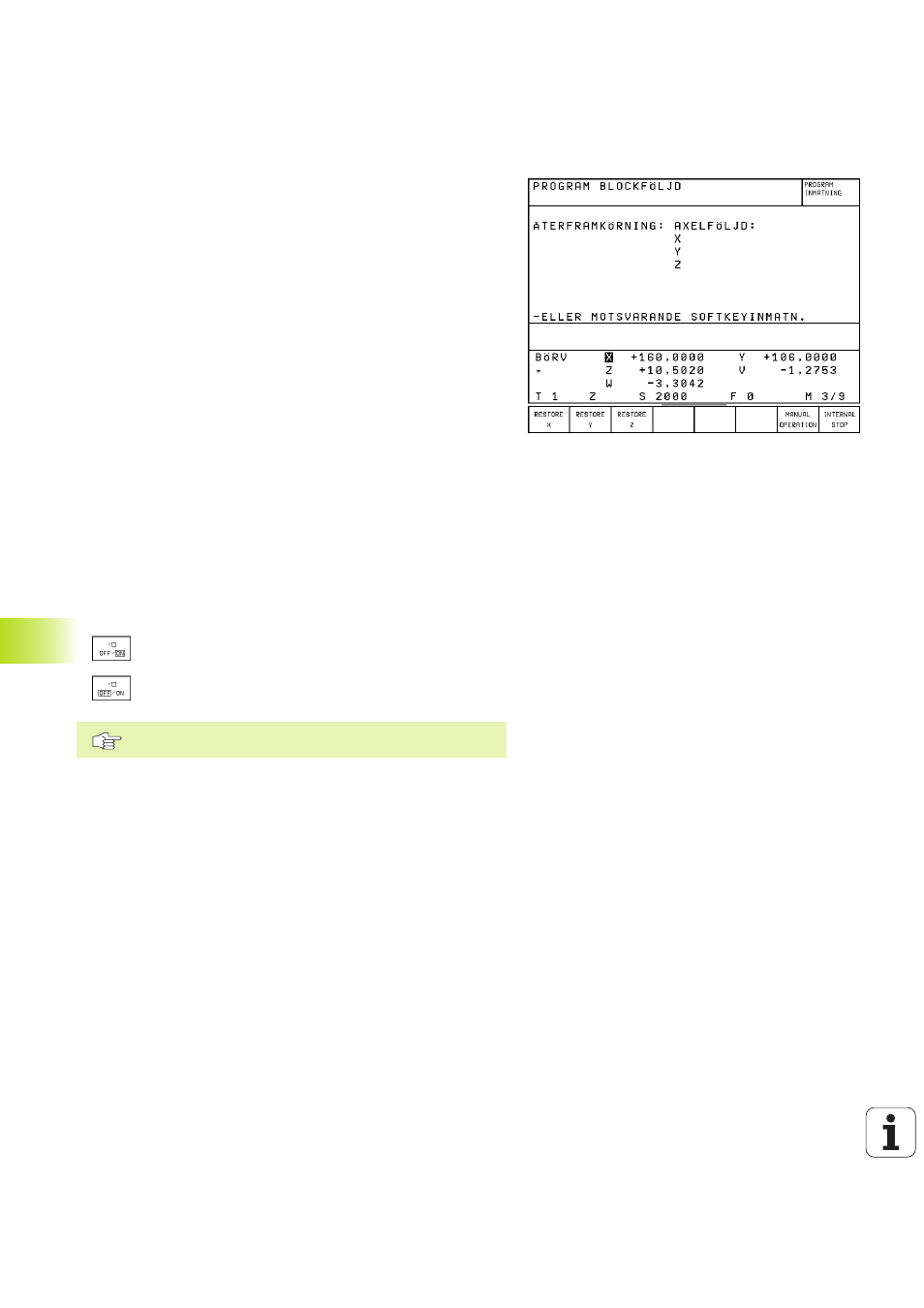
Wiederanfahren an die Kontur
Mit der Funktion RESTORE POSITION fährt die TNC das Werkzeug in
folgenden Situationen an die Werkstück-Kontur:
■
Wiederanfahren nach dem Verfahren der Maschinenachsen wäh-
rend einer Unterbrechung, die ohne INTERNAL STOP ausgeführt
wurde
■
Wiederanfahren nach einem Vorlauf mit RESTORE POS. AT N, z.B.
nach einer Unterbrechung mit INTERNAL STOP
ú
Wiederanfahren an die Kontur wählen: Softkey RESTORE POSITI-
ON wählen
ú
Achsen in der Reihenfolge verfahren, die die TNC am Bildschirm
vorschlägt: Softkey POSIT. LOGIC und externe START-Taste oder
ú
Achsen in beliebiger Reihenfolge verfahren: Softkeys RESTORE X,
RESTORE Z usw. drücken und jeweils mit externer START-Taste
aktivieren
ú
Bearbeitung fortsetzen: Externe START-Taste drücken
11.5 Sätze überspringen
Sätze, die Sie beim Programmieren mit einem „/“-Zeichen gekenn-
zeichnet haben, können Sie beim Programm-Test oder Programmlauf
überspringen lassen:
ú
Programm-Sätze mit „/“-Zeichen ausführen oder testen:
Softkey auf ON stellen
ú
Programm-Sätze mit „/“-Zeichen nicht ausführen oder
testen: Softkey auf OFF stellen
Diese Funktion wirkt nicht für G99-Sätze