HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 109
HEIDENHAIN TNC 426, TNC 430
99
3.
3 W
er
ks
tü
c
k
e au
to
m
at
is
c
h
ver
m
es
s
en
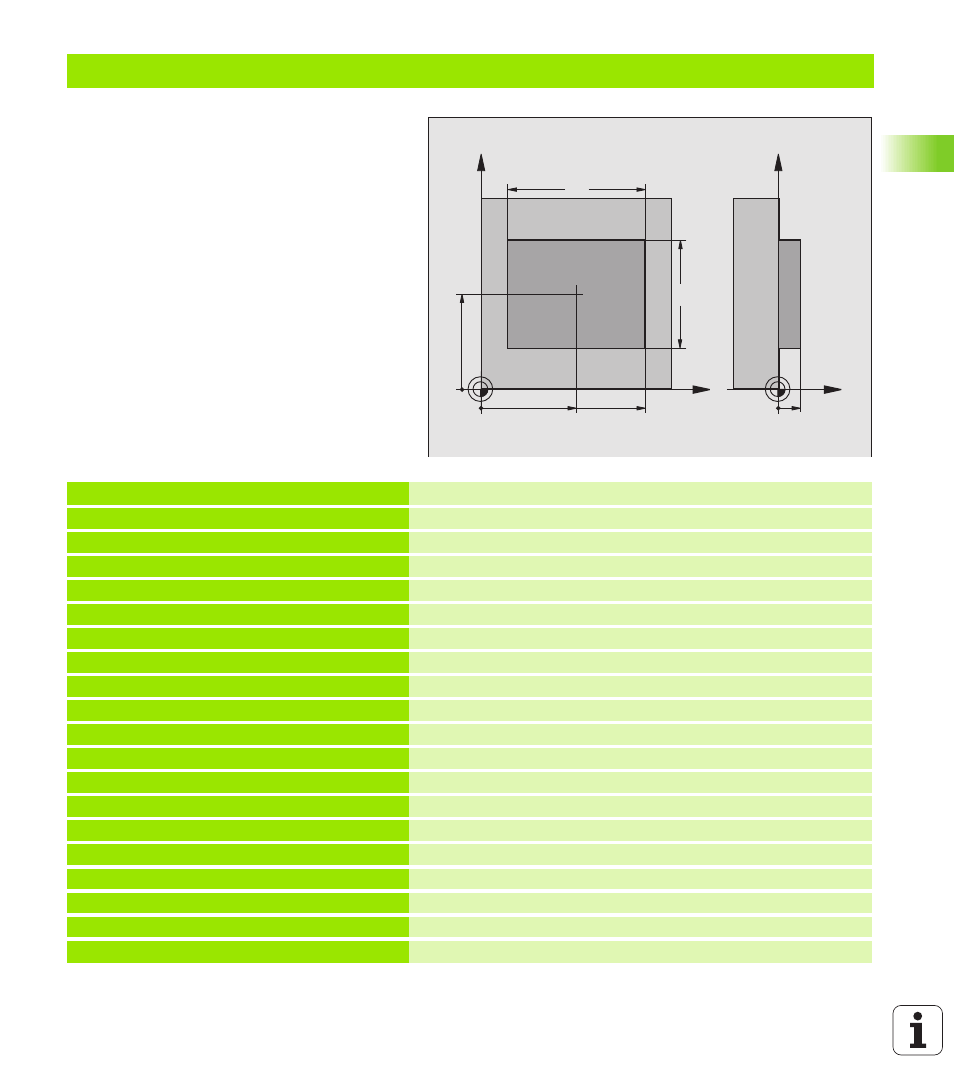
Beispiel: Rechteck-Zapfen messen und nachbearbeiten
Programm-Ablauf:
- Rechteck-Zapfen schruppen mit Aufmaß 0,5
- Rechteck-Zapfen messen
- Rechteck-Zapfen schlichten unter
Berücksichtigung der Messwerte
0 BE G IN PG M B E AM S M M
1 TO O L C AL L 0 Z
Werkzeug-Aufruf Vorbearbeitung
2 L Z +1 0 0 R 0 F M A X
Werkzeug freifahren
3 FN 0: Q1 = + 81
Taschen-Länge in X (Schrupp-Maß)
4 FN 0: Q2 = + 61
Taschen-Länge in Y (Schrupp-Maß)
5 CA L L L BL 1
Unterprogramm zur Bearbeitung aufrufen
6 L Z +1 0 0 R 0 F M A X M 6
Werkzeug freifahren, Werkzeug-Wechsel
7 TO O L C AL L 9 9 Z
Taster aufrufen
8 TC H P R OB E 4 2 4 M ES S EN RE C HT E CK AU S .
Gefrästes Rechteck messen
Q2 7 3= + 50 ; MI T TE 1. AC H SE
Q 27 4 =+ 5 0 ; M IT T E 2 . A CH S E
Q 28 2 =8 0 ; 1 . S EI T EN - LA E NG E
Soll-Länge in X (Endgültiges Maß)
Q 28 3 =6 0 ; 2 . S EI T EN - LA E NG E
Soll-Länge in Y (Endgültiges Maß)
Q2 6 1= - 5 ; ME S SH O EH E
Q3 2 0= 0 ; SI C HE R HE I TS - AB S T.
Q 2 60 = +3 0 ;S I CH E RE HO E HE
Q3 0 1= 0 ; FA H RE N A U F S . H OE H E
Q2 8 4= 0 ; GR O ES S TM A SS 1. SE I TE
Eingabewerte für Toleranzprüfung nicht erforderlich
Q 28 5 =0 ; K LE I NS T MA S S 1 . S EI T E
Q 28 6 =0 ; G RO E SS T MA S S 2 . S EI T E
X
Y
50
50
80
Z
Y
10
60