HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 45
HEIDENHAIN TNC 426, TNC 430
35
3
.1
We
rk
st
ü
ck
-S
ch
ie
fl
a
g
e
a
u
to
m
a
ti
sc
h
e
rf
a
sse
n
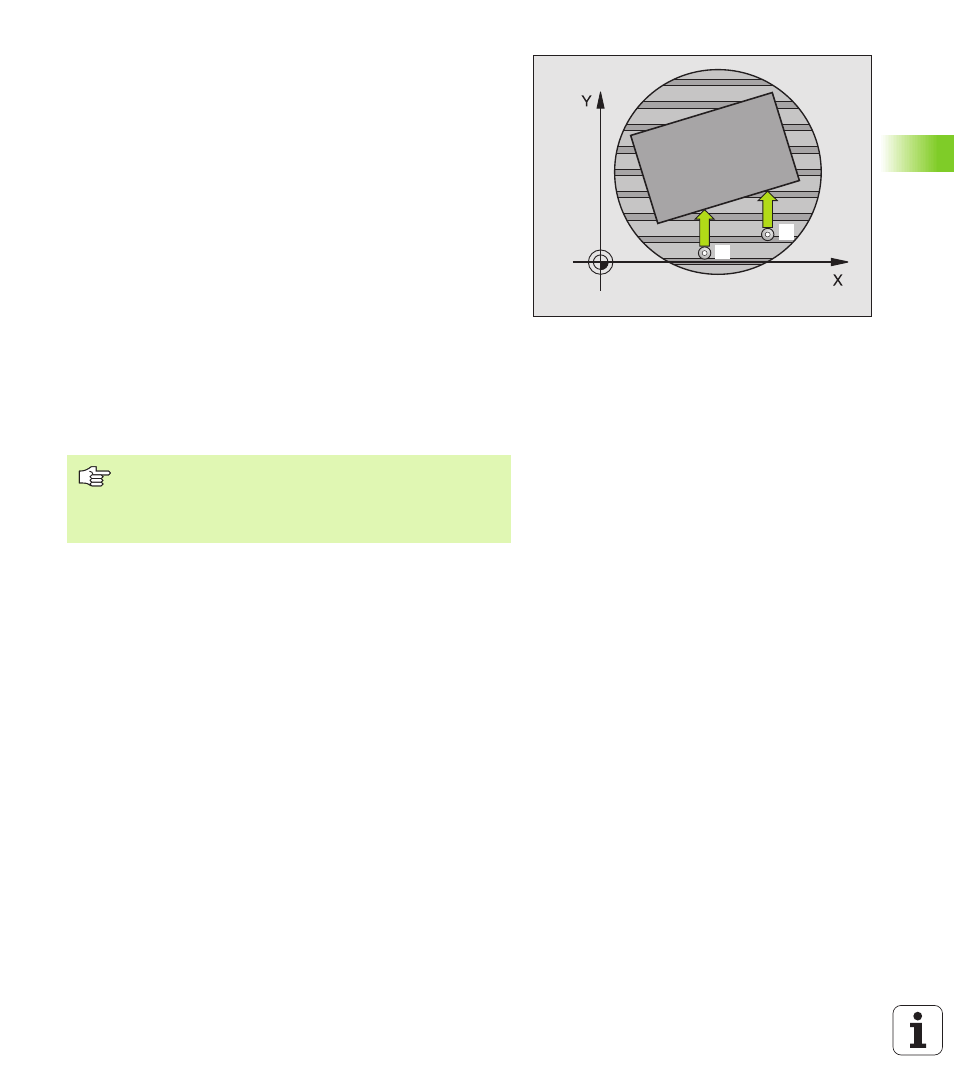
GRUNDDREHUNG über eine Drehachse
kompensieren (Tastsystem-Zyklus 403,
DIN/ISO: G403)
Der Tastsystem-Zyklus 403 ermittelt durch Messung zweier Punkte,
die auf einer Gerade liegen müssen, eine Werkstück-Schieflage. Die
ermittelte Werkstück-Schieflage kompensiert die TNC durch Drehung
der A-, B- oder C-Achse. Das Werkstück darf dabei beliebig auf dem
Rundtisch aufgespannt sein.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsy-
stem-Zyklen abarbeiten” auf Seite 7) zum programmierten Antast-
punkt
1
. Die TNC versetzt dabei das Tastsystem um den Sicher-
heits-Abstand entgegen der festgelegten Verfahrrichtung
2
Anschließend fährt das Tastsystem auf die eingegebene Mess-
höhe und führt den ersten Antast-Vorgang mit Antast-Vorschub
(MP6120 bzw. MP6360) durch
3
Anschließend fährt das Tastsystem zum nächsten Antastpunkt
2
und führt den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zurück auf die Sichere Höhe
und positioniert die im Zyklus definierte Drehachse um den ermit-
telten Wert
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
11
2