HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 41
HEIDENHAIN TNC 426, TNC 430
31
3
.1
We
rk
st
ü
ck
-S
ch
ie
fl
a
g
e
a
u
to
m
a
ti
sc
h
e
rf
a
sse
n
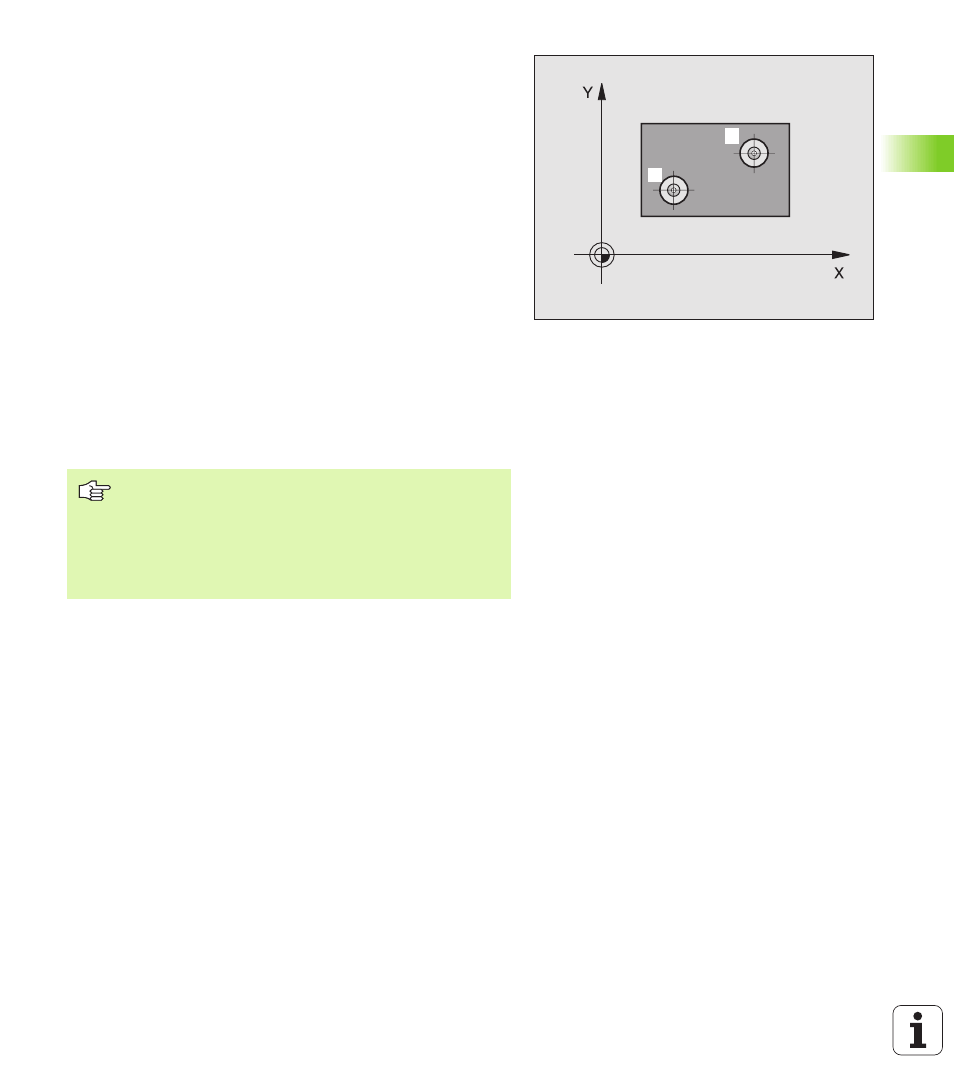
GRUNDDREHUNG über zwei Bohrungen
(Tastsystem-Zyklus 401, DIN/ISO: G401)
Der Tastsystem-Zyklus 401 erfasst die Mittelpunkte zweier Bohrun-
gen. Anschließend berechnet die TNC den Winkel zwischen der
Hauptachse der Bearbeitungsebene und der Verbindungsgeraden der
Bohrungs-Mittelpunkte. Über die Funktion Grunddrehung kompen-
siert die TNC den berechneten Wert (Siehe auch „Werkstück-Schief-
lage kompensieren” auf Seite 18).
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsy-
stem-Zyklen abarbeiten” auf Seite 7) auf den eingegebenen Mittel-
punkt der ersten Bohrung
1
2
Anschließend fährt das Tastsystem auf die eingegebene Mess-
höhe und erfasst durch vier Antastungen den ersten Bohrungs-
Mittelpunkt
3
Anschließend fährt das Tastsystem zurück auf die sichere Höhe
und positioniert auf den eingegebenen Mittelpunkt der zweiten
Bohrung
2
4
Die TNC fährt das Tastsystem auf die eingegebene Messhöhe und
erfasst durch vier Antastungen den zweiten Bohrungs-Mittelpunkt
5
Abschließend fährt die TNC das Tastsystem zurück auf die Sichere
Höhe und führt die ermittelte Grunddrehung durch
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Die TNC setzt eine aktive Grunddrehung am Zyklusanfang
zurück.
2
1