3 d ig it a li s ier a rt en – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 149
HEIDENHAIN TNC 426, TNC 430
139
5.
3 D
ig
it
a
li
s
ier
a
rt
en
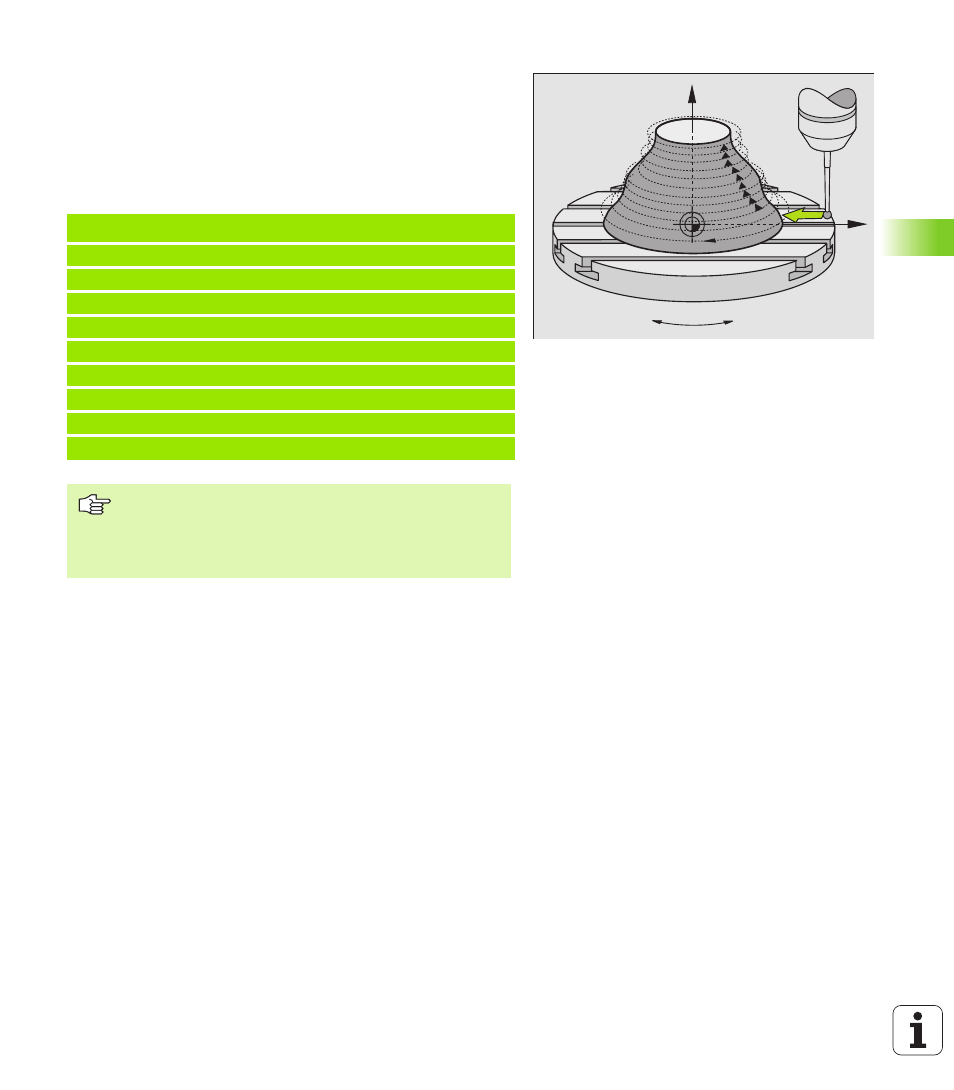
HOEHENLINIEN mit Drehachse
Im Zyklus legen Sie den Startpunkt in einer Linearachse (z.B. X) und
einer Drehachse (z.B. C) fest. Die Anfahrfolge definieren Sie ebenso.
Das Tastsystem schwingt dann z.B. in der X/C-Ebene. Siehe Bild
rechts unten.
Dieses Verfahren eignet sich auch für Maschinen, die nur über zwei
Linearachsen (z.B. Z/X) und eine Rundachse (z.B. C) verfügen.
Beispiel: NC-Sätze
X
Z
C
3 0 T C H P RO B E 5 .0 BE R EI C H
3 1 T C H P RO B E 5 .1 PG M D I GI T : D AT H
3 2 T C H P RO B E 5 .2 Z X -5 0 0 C +0 Z+ 0
3 3 T C H P RO B E 5 .3 X+ 5 0 C +3 6 0 Z +8 5
3 4 T C H P RO B E 5 .4 HO E HE : 1 0 0
. . .
6 0 T C H P RO B E 7 .0 HO E HE N LI N IE N
6 1 T C H P RO B E 7 .1 ZE I T: 25 0 X + 80 C+ 0
6 2 T C H P RO B E 7 .2 AN F AH R FO L GE X– / C+
6 3 T C H P RO B E 7 .3 HU B 0 , 3 L .A B ST : + 0 , 5 P .A B ST : 0 , 5
Die in der Anfahrfolge festgelegte Drehrichtung der Dreh-
achse gilt für alle Höhenlinien (Zeilen). Über die Drehrich-
tung legen Sie bereits fest, ob die nachfolgende Fräsbear-
beitung im Gleich- oder Gegenlauf durchgeführt werden
soll.