HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 63
HEIDENHAIN TNC 426, TNC 430
53
3.
2 B
ez
u
g
s
p
u
n
kt
e
a
u
to
m
at
is
ch
s
et
zen
U
U
U
U
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
U
U
U
U
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
U
U
U
U
Abstand 1. Achse
Q326 (inkremental): Abstand zwi-
schen erstem und zweitem Messpunkt in der Haupt-
achse der Bearbeitungsebene
U
U
U
U
3. Messpunkt 1. Achse
Q296 (absolut): Koordinate
des dritten Antastpunktes in der Hauptachse der
Bearbeitungsebene
U
U
U
U
3. Messpunkt 2. Achse
Q297 (absolut): Koordinate
des dritten Antastpunktes in der Nebenachse der
Bearbeitungsebene
U
U
U
U
Abstand 2. Achse
Q327 (inkremental): Abstand zwi-
schen drittem und viertem Messpunkt in der Neben-
achse der Bearbeitungsebene
U
U
U
U
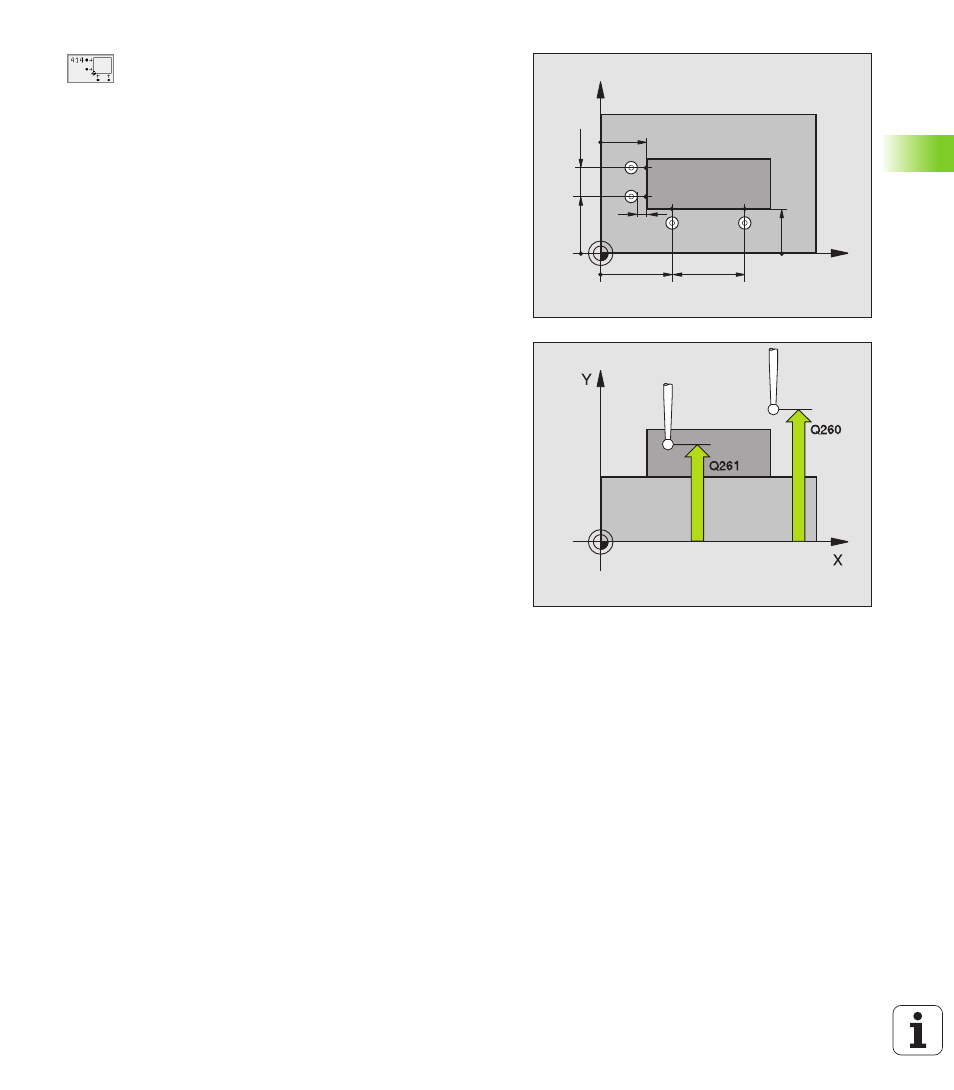
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
U
U
U
U
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
U
U
U
U
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
U
U
U
U
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren
soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe verfah-
ren
U
U
U
U
Grunddrehung durchführen
Q304: Festlegen, ob die
TNC die Werkstück-Schieflage durch eine Grunddre-
hung kompensieren soll:
0: Keine Grunddrehung durchführen
1: Grunddrehung durchführen
X
Y
Q297
Q263
Q326
Q264
Q296
Q327
MP6140
+
Q320