HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 50
40
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3
.1
We
rk
st
ü
ck
-S
ch
ie
fl
a
g
e
a
u
to
m
a
ti
sc
h
e
rf
a
sse
n
U
U
U
U
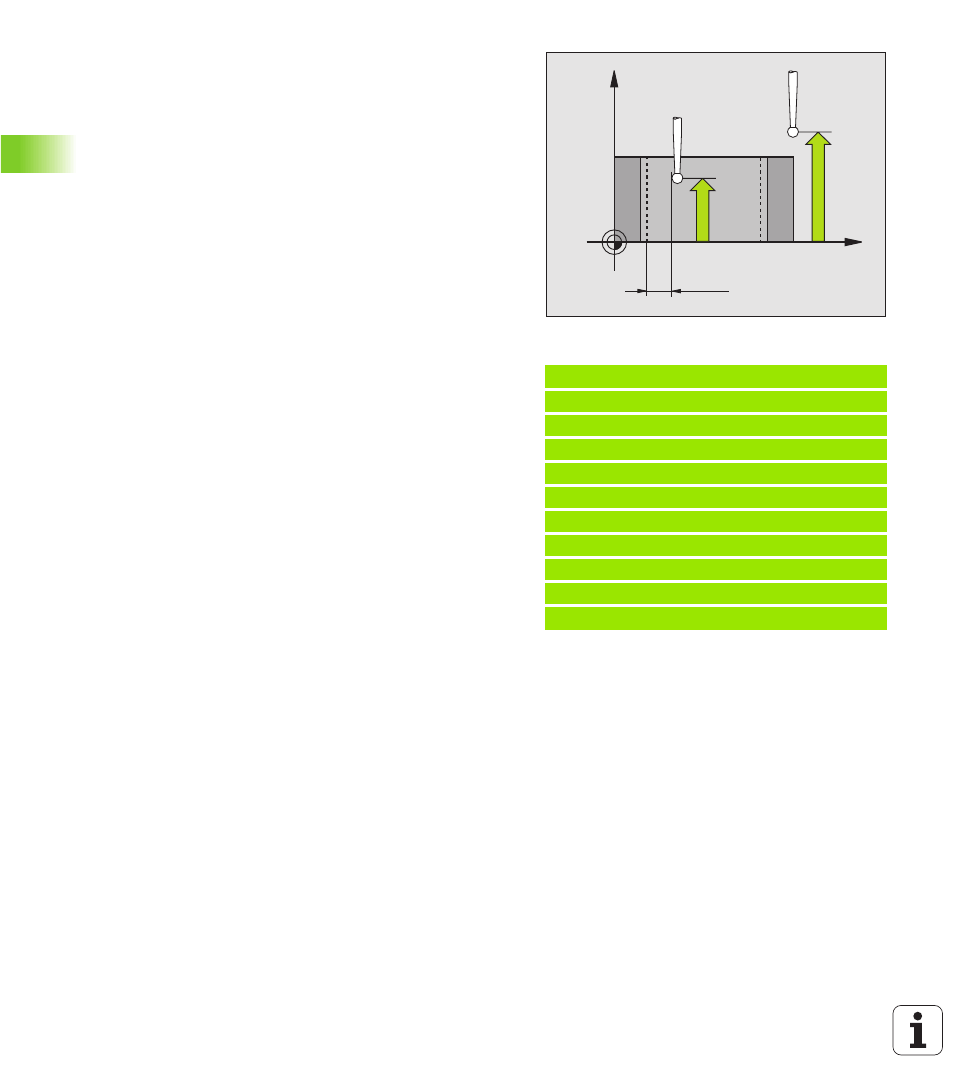
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
U
U
U
U
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
U
U
U
U
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
U
U
U
U
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren
soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe verfah-
ren
U
U
U
U
Null setzen nach Ausrichtung
Q337: Festlegen, ob
die TNC die Anzeige der C-Achse auf 0 setzen soll,
oder den Winkelversatz in die Spalte C der Nullpunkt-
Tabelle schreiben soll:
0: Anzeige der C-Achse auf 0 setzen
>0:Gemessenen Winkelversatz vorzeichenrichtig in
die Nullpunkt-Tabelle schreiben. Zeilen-Nummer =
Wert vom Q337. Ist bereits eine C-Verschiebung in
die Nullpunkt-Tabelle eingetragen, dann addiert die
TNC den gemessenen Winkelversatz vorzeichenrich-
tig
Beispiel: NC-Sätze
5 T CH PR O BE 40 5 R O T U EB E R C -A C HS E
Q3 2 1= + 50 ;M I TT E 1 . A C HS E
Q3 2 2= + 50 ;M I TT E 2 . A C HS E
Q2 6 2= 1 0 ;S O LL - DU R CH M ES S ER
Q3 2 5= + 0 ;S T AR T WI N KE L
Q 24 7 =9 0 ; WI N KE L SC H RI T T
Q 2 61 = -5 ; M ES S HO E HE
Q 3 20 = 0 ; S IC H ER H EI T S- A BS T .
Q 2 60 = +2 0 ; S IC H ER E H O EH E
Q 3 01 = 0 ; F AH R EN AU F S . H O EH E
Q3 3 7= 0 ;N U LL SE T ZE N
X
Z
Q261
Q260
MP6140
+
Q320