HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 70
60
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.
2 B
ez
u
g
s
p
u
n
kt
e
a
u
to
m
at
is
ch
s
et
zen
BEZUGSPUNKT TASTSYSTEM-ACHSE
(Tastsystem-Zyklus 417, DIN/ISO: G417)
Der Tastsystem-Zyklus 417 misst eine beliebige Koordinate in der
Tastsystem-Achse und setzt diese Koordinate als Bezugspunkt. Wahl-
weise kann die TNC die gemessene Koordinate auch in eine Null-
punkt-Tabelle schreiben.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsy-
stem-Zyklen abarbeiten” auf Seite 7) zum programmierten Antast-
punkt
1
. Die TNC versetzt dabei das Tastsystem um den Sicher-
heits-Abstand in Richtung der positiven Tastsystem-Achse
2
Anschließend fährt das Tastsystem in der Tastsystem-Achse auf
die eingegebene Koordinate des Antastpunktes
1
und erfasst
durch einfaches Antasten die Ist-Position
3
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und setzt den Bezugspunkt in der Tastsystem-Achse
oder schreibt die Koordinate in die aktive Nullpunkt-Tabelle
U
U
U
U
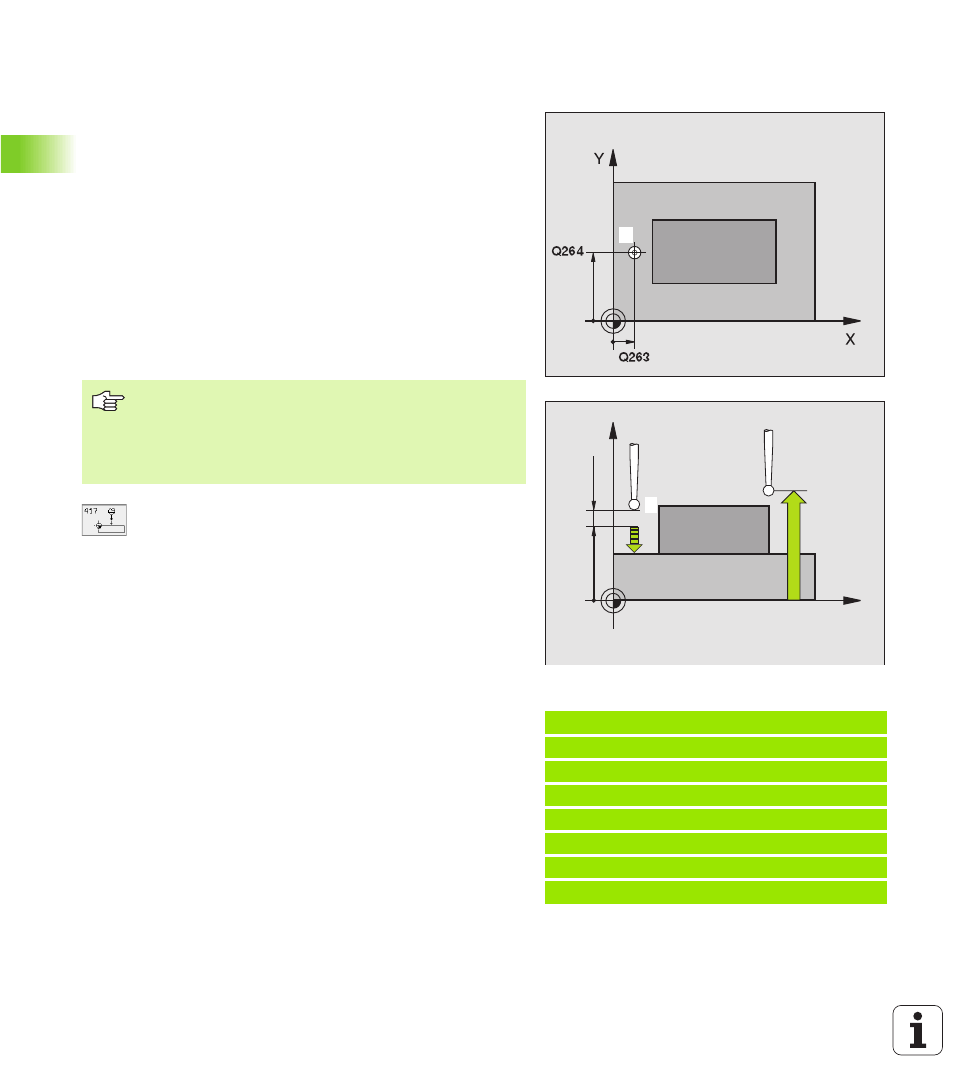
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
U
U
U
U
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
U
U
U
U
1. Messpunkt 3. Achse
Q294 (absolut): Koordinate
des ersten Antastpunktes in der Tastsystem-Achse
U
U
U
U
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
U
U
U
U
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
U
U
U
U
Nullpunkt-Nummer in Tabelle
Q305: Nummer in der
Nullpunkt-Tabelle angeben, in der die TNC die Koordi-
nate speichern soll. Bei Eingabe von Q305=0, setzt
die TNC die Anzeige automatisch so, dass der neue
Bezugspunkt auf der angetasteten Fläche sitzt
U
U
U
U
Neuer Bezugspunkt TS-Achse
Q333 (absolut): Koordi-
nate in der Tastsystem-Achse, auf die die TNC den
Bezugspunkt setzen soll. Grundeinstellung = 0
Beispiel: NC-Sätze
5 T CH PR O BE 41 7 B Z PK T T S .- A CH S E
Q2 6 3= + 25 ;1 . P U NK T 1 . A C HS E
Q2 6 4= + 25 ;1 . P U NK T 2 . A C HS E
Q2 9 4= + 25 ;1 . P U NK T 3 . A C HS E
Q 3 20 = 0 ; S IC H ER H EI T S- A BS T .
Q 2 60 = +5 0 ; S IC H ER E H O EH E
Q3 0 5= 0 ;N R . I N T AB E LL E
Q 3 33 = +0 ; B EZ U GS P UN K T
1
X
Z
Q260
Q294
MP6140
+
Q320
1
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben. Die TNC setzt dann in dieser Achse den Bezugs-
punkt.