Linearbearbeitung längs, 3 einz elsc hnit tzyklen – HEIDENHAIN SW 54843x-02 Benutzerhandbuch
Seite 135
HEIDENHAIN MANUALplus 620
135
4.3 Einz
elsc
hnit
tzyklen
Linearbearbeitung längs
Einzelschnitte
wählen
Linearbearbeitung längs
wählen
Aus: Werkzeug bleibt am Ende des Zyklus stehen
Ein: Werkzeug fährt auf den Startpunkt zurück
Linearbearbeitung längs
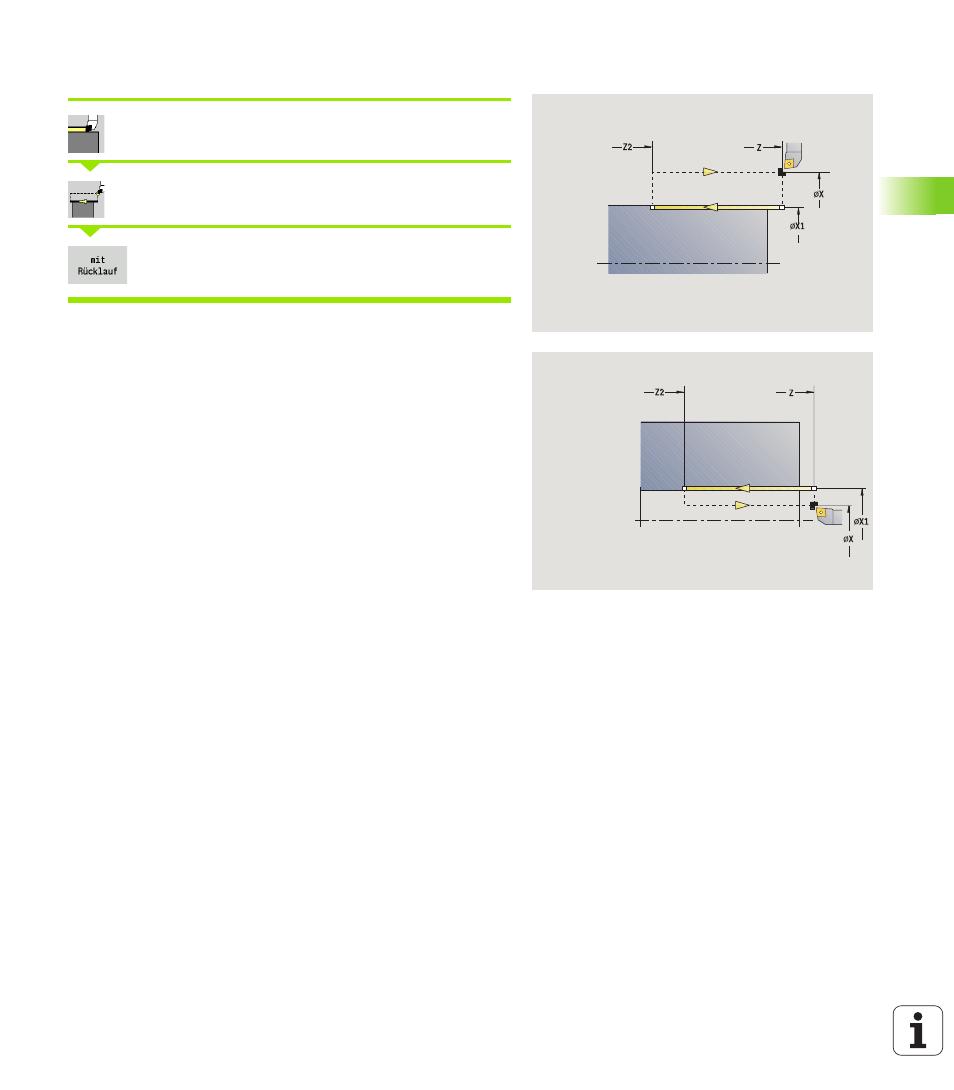
Das Werkzeug fährt vom Startpunkt im Vorschub zum Endpunkt Z2
und bleibt am Ende des Zyklus stehen.
Kontur Linear längs (mit Rücklauf)
Das Werkzeug fährt an, führt den Längsschnitt durch und fährt am
Ende des Zyklus zum Startpunkt zurück (siehe Bilder).
Bearbeitungsart für Technologiedatenbankzugriff: Schlichten
Zyklusausführung bei „mit Rücklauf“
1
fährt vom Startpunkt zum Anfangspunkt X1
2
fährt im Vorschub zum Endpunkt Z2
3
hebt ab und fährt achsparallel zum Startpunkt zurück
Zyklusparameter
X, Z
Startpunkt
X1
Anfangspunkt Kontur (bei „mit Rücklauf“)
Z2
Endpunkt Kontur
T
Revolverplatz-Nummer
G14
Werkzeugwechselpunkt (bei „mit Rücklauf“)
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
F
Umdrehungsvorschub
MT
M nach T: M-Funktion, die nach dem Werkzeugaufruf T
ausgeführt wird.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.
MFE
M am Ende: M-Funktion, die am Ende des
Bearbeitungsschrittes ausgeführt wird.
WP
Anzeige mit welcher Werkstückspindel der Zyklus
abgearbeitet wird (maschinenabhängig)
Hauptantrieb
Gegenspindel für die Rückseitenbearbeitung