4 abspanzyklen – HEIDENHAIN SW 54843x-02 Benutzerhandbuch
Seite 198
Advertising
198
Zyklen-Programmierung
4.4 Abspanzyklen
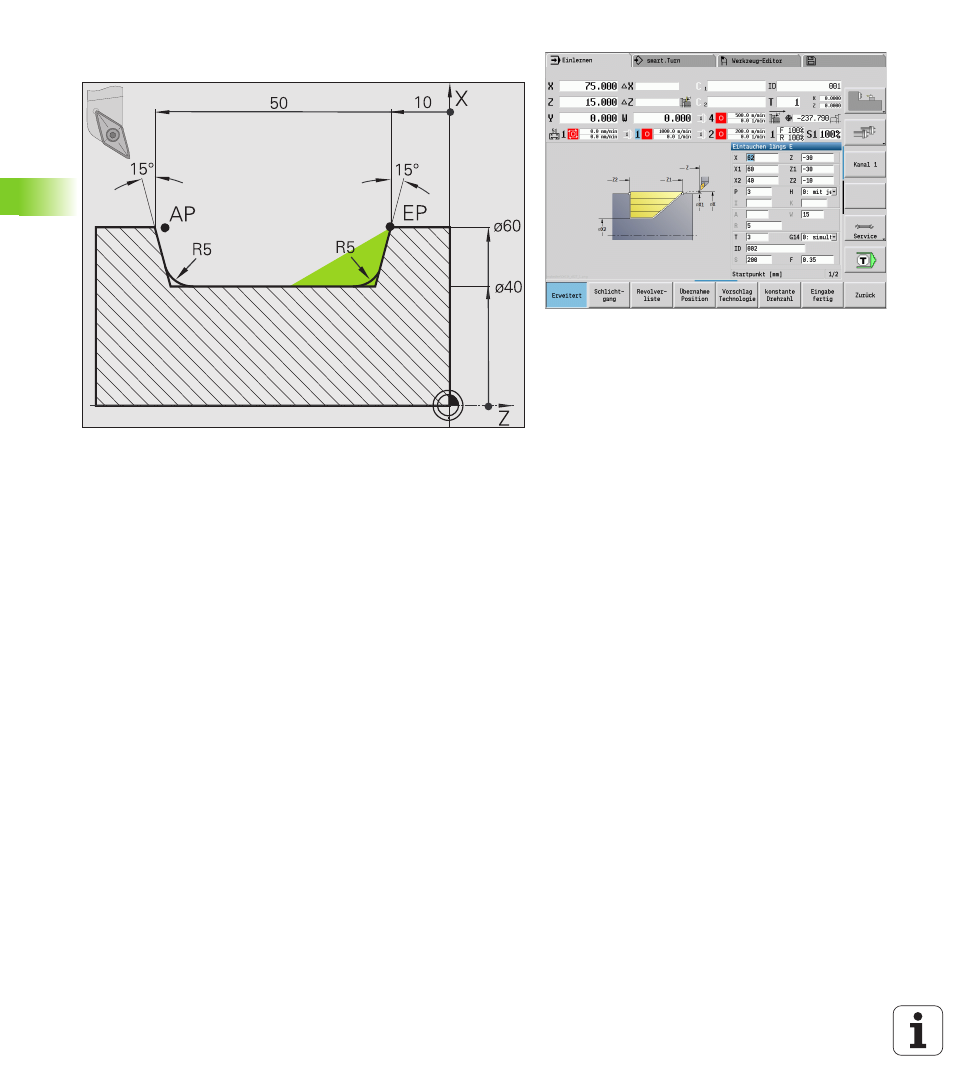
2. Schritt:
Das „Restmaterial“ (markierter Bereich im Bild) wird im Eintauchen
längs Erweitert
geschruppt. Vor Ausführung dieses Schritts wird das
Werkzeug eingewechselt.
Der „erweiterte Modus“ wird verwendet, um die Rundungen im
Konturtal zu fertigen.
Die Parameter Anfangspunkt Kontur X1, Z1 und Endpunkt Kontur X2,
Z2
sind maßgebend für die Zerspanungs- und Zustellrichtung – hier
Außenbearbeitung und Zustellung „in Richtung -X“.
Der Parameter Anfangspunkt Kontur Z1 wurde bei der Simulation des
1. Schrittes ermittelt.
Werkzeugdaten
Drehwerkzeug (für Außenbearbeitung)
WO = 3 – Werkzeugorientierung
A = 93° – Einstellwinkel
B = 55° – Spitzenwinkel
Advertising
Zie ook andere documenten in de categorie HEIDENHAIN Ausstattung:
- TNC 122 User Manual (Seiten: 62)
- TNC 122 Technical Manual (Seiten: 71)
- TNC 125 Service Manual for Data Interfaces (Seiten: 102)
- TNC 360 Service Manual (Seiten: 157)
- TNC 335 Technical Manual (Seiten: 580)
- TNC 360 User Manual (Seiten: 235)
- TNC 360 DIN-Programmierung (Seiten: 2)
- TNC 407 (280 580) ISO Programming (Seiten: 264)
- TNC 416 (Seiten: 289)
- TNC 415 (280 540) Technical Manual (Seiten: 755)
- TNC 415 (259 96x) Service Manual (Seiten: 195)
- TNC 407 (280 580) User Manual (Seiten: 376)
- iTNC 530 (340 420) Pilot (Seiten: 104)
- TNC 415 (280 540) Service Manual (Seiten: 252)
- ND 100 User Manual (Seiten: 118)
- ND 287 User Manual (Seiten: 145)
- ND 282 (Seiten: 10)
- ND 282 B (Seiten: 39)
- ND 281 A (Seiten: 44)
- ND 281 B v.1 (Seiten: 53)
- ND 281 B v.2 (Seiten: 65)
- ND 220 v.2 (Seiten: 10)
- ND 231 B v.1 (Seiten: 56)
- ND 220 v.2 (Seiten: 8)
- ND 221 B v.1 (Seiten: 34)
- ND 221 B v.2 (Seiten: 45)
- NDP 560 (Seiten: 10)
- ND 523 (Seiten: 99)
- ND 570 (Seiten: 8)
- ND 750 v.1 (Seiten: 39)
- ND 750 v.3 (Seiten: 46)
- ND 750 v.2 (Seiten: 45)
- ND 760 v.3 (Seiten: 72)
- ND 760 v.1 (Seiten: 54)
- ND 770 v.1 (Seiten: 40)
- ND 770 v.3 (Seiten: 41)
- ND 760 E (Seiten: 44)
- ND 780 (Seiten: 247)
- IOB 49 (Seiten: 21)
- NDP 960 (Seiten: 68)
- ND 970 (Seiten: 47)
- ND 1200 (Seiten: 149)
- ND 1200R (Seiten: 96)
- ND 2100G (Seiten: 269)
- PT 855 for Milling (Seiten: 114)