Icp-kontur axial, 8 f räszyklen – HEIDENHAIN SW 54843x-02 Benutzerhandbuch
Seite 312
312
Zyklen-Programmierung
4.8 F
räszyklen
ICP-Kontur axial
Fräsen
wählen
Kontur axial ICP
wählen
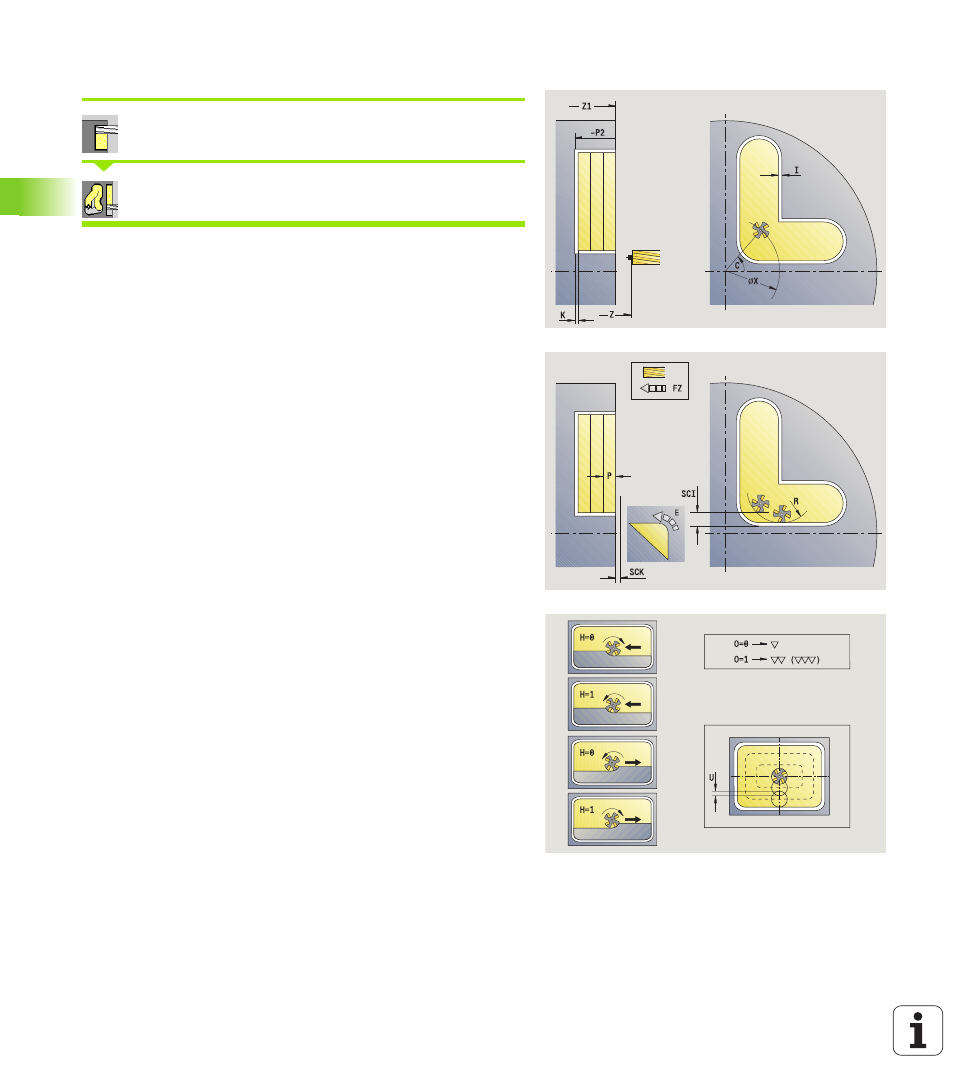
Abhängig von den Parametern fräst der Zyklus eine Kontur bzw.
schruppt/schlichtet eine Tasche auf der Stirnfläche.
Zyklusparameter (erstes Eingabefenster)
X, Z
Startpunkt
C
Spindelwinkel (C-Achsposition)
Z1
Fräsoberkante (default: Startpunkt Z)
P2
Frästiefe
I
Aufmaß konturparallel
K
Aufmaß in Zustellrichtung
P
Zustelltiefe (default: gesamte Tiefe in einer Zustellung)
FZ
Zustellvorschub (default: aktiver Vorschub)
E
Reduzierter Vorschub für zirkulare Elemente (default:
aktiver Vorschub)
FK
ICP-Konturnummer
G14
Werkzeugwechselpunkt (siehe Seite 128)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
F
Umdrehungsvorschub
Zyklusparameter (zweites Eingabefenster)
O
Schruppen oder Schlichten – nur beim Taschenfräsen
0: Schruppen
1: Schlichten
2: Entgraten
H
Fräslaufrichtung
0: Gegenlauf
1: Gleichlauf
U
Überlappungsfaktor (Bereich: 0 < U < 1)
U=0 oder keine Eingabe: Konturfräsen
U>0: Taschenfräsen – minimale
Überlappung der Fräsbahnen=U*Fräserdurchmesser
JK
Konturfräsen (Eingabe wird nur bei Konturfräsen
ausgewertet)
0: auf der Kontur
1: innerhalb der Kontur
2: außerhalb der Kontur