Api-gewinde, 6 gewinde- und f reistic hzyklen – HEIDENHAIN SW 54843x-02 Benutzerhandbuch
Seite 268
268
Zyklen-Programmierung
4.6 Gewinde- und F
reistic
hzyklen
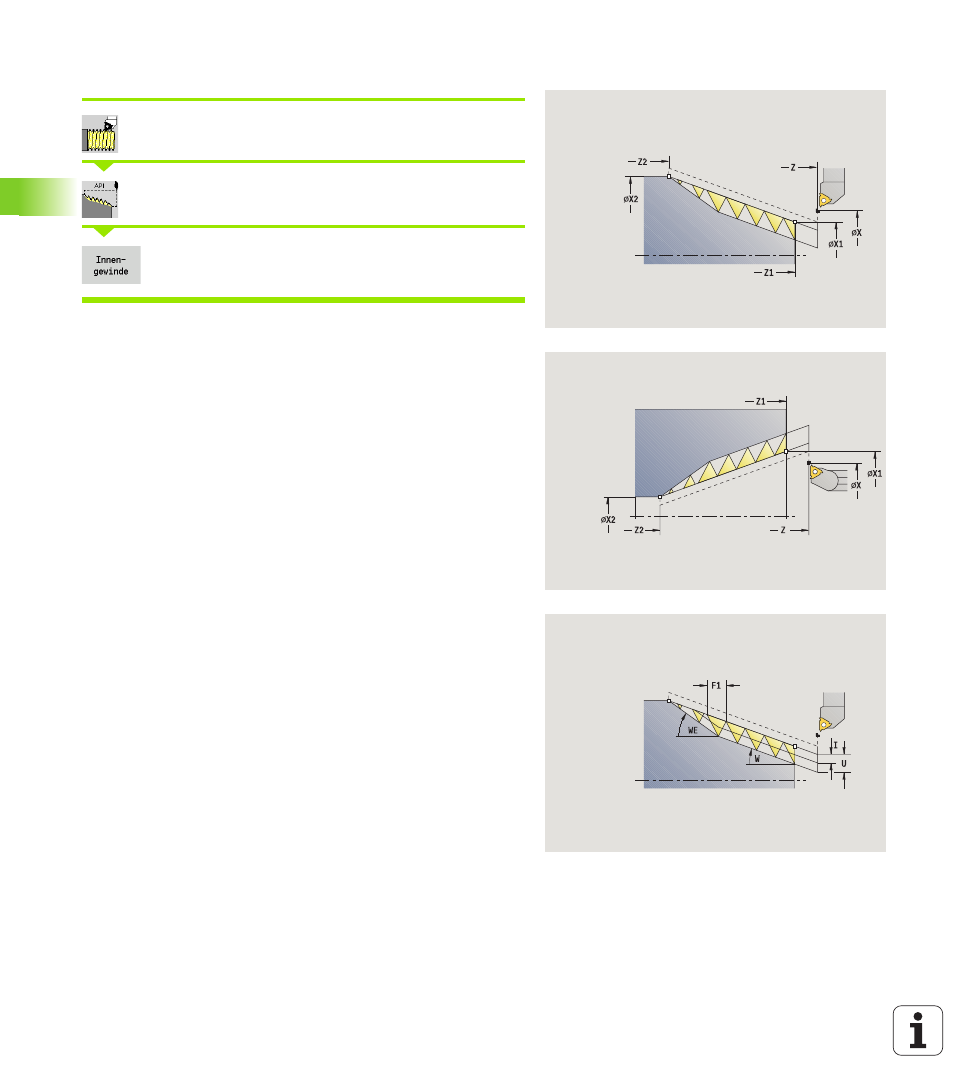
API-Gewinde
Gewindeschneiden
wählen
API-Gewinde
wählen
Ein: Innengewinde
Aus: Außengewinde
Der Zyklus erstellt ein ein- oder mehrgängiges API-Außen- oder
Innengewinde. Die Gewindetiefe verringert sich am Auslauf des
Gewindes.
Zyklusparameter
X, Z
Startpunkt
X1, Z1
Startpunkt Gewinde
X2, Z2
Endpunkt Gewinde
F1
Gewindesteigung (= Vorschub)
D
Gangzahl (default: 1 Gewindegang)
U
Gewindetiefe – keine Eingabe:
Außengewinde: U=0.6134*F1
Innengewinde: U=–0.5413*F1
I
1. Schnitttiefe
I<U: erster Schnitt mit „I“ – jeder weitere Schnitt:
Reduzierung der Schnitttiefe bis auf „J“
I=U: ein Schnitt
keine Eingabe: wird aus U und F1 berechnet
WE
Auslaufwinkel (Bereich: 0° < WE < 90°)
W
Kegelwinkel (Bereich: –60° < A < 60°)
G47
Sicherheitsabstand (siehe Seite 128)
G14
Werkzeugwechselpunkt (siehe Seite 128)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
GV
Zustellart
0: konstanter Spanquerschnitt
1: konstante Zustellung
2: mit Restschnittaufteilung
3: ohne Restschnittaufteilung
4: wie MANUALplus 4110
5: konstante Zustellung (wie in 4290)
6: konstant mit Rest (wie in 4290)