Werkstück-nullpunkt definieren, 5 masc hine einr ic ht en – HEIDENHAIN SW 54843x-02 Benutzerhandbuch
Seite 90
90
Betriebsart Maschine
3.5 Masc
hine einr
ic
ht
en
Werkstück-Nullpunkt definieren
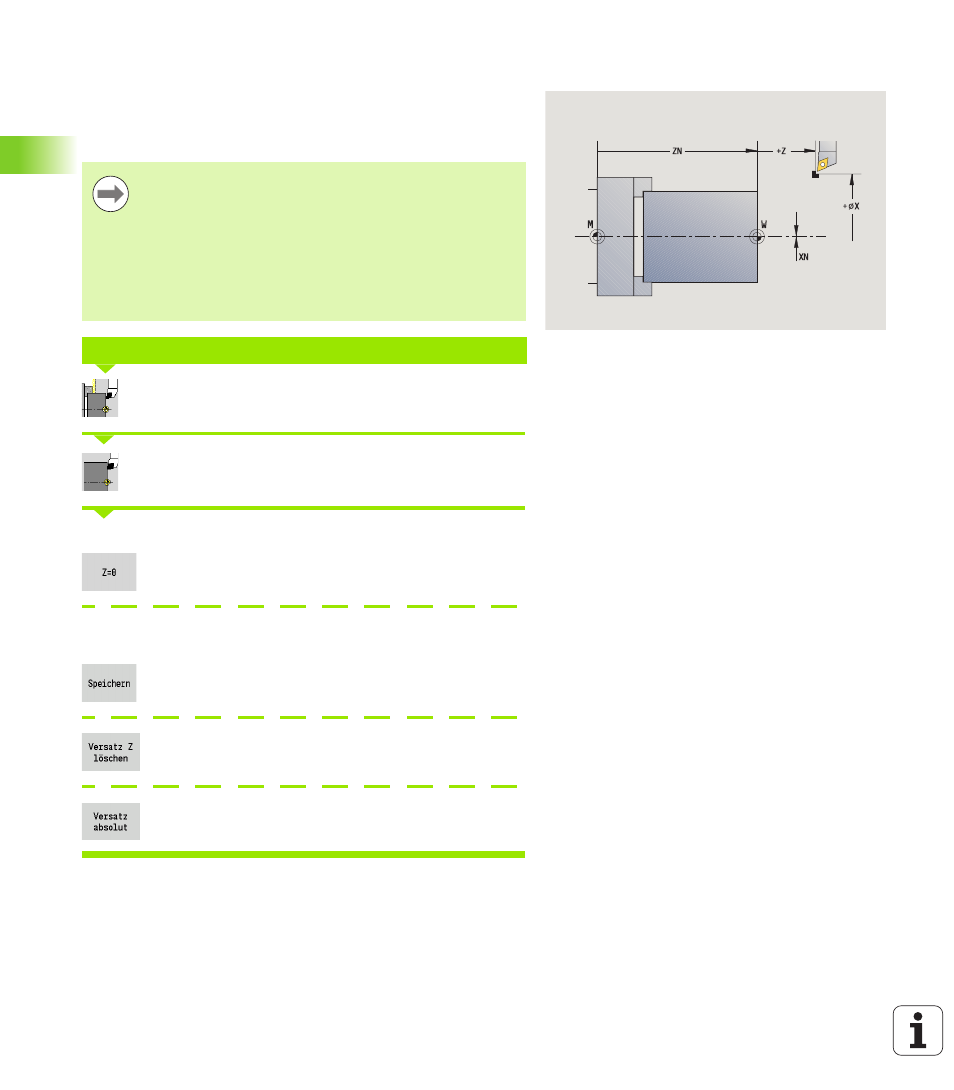
Im Dialog wird der Abstand Maschinen-Nullpunkt – Werkstück-
Nullpunkt (auch „Versatz“ genannt) als XN und ZN angezeigt. Bei einer
Änderung des Werkstück-Nullpunktes erhalten Sie neue
Anzeigewerte.
Einrichten
wählen
Achswerte setzen
wählen
Werkstück-Nullpunkt (Planfläche) ankratzen
Ankratz-Position als „Werkstück-Nullpunkt Z“
definieren
Abstand Werkzeug – Werkstück-Nullpunkt als
„Messpunktkoordinate Z“ eingeben
die MANUALplus errechnet den „Werkstück-
Nullpunkt Z“
Maschinen-Nullpunkt Z = Werkstück-Nullpunkt Z
(Versatz = 0)
ermöglicht die direkte Eingabe der
Nullpunktverschiebung in ZN
Sie können den Werkstück-Nullpunkt in der Z-Achse auch
mit einem Tastsystem ermitteln. Die Steuerung überprüft
beim Nullpunkt-Setzen welcher Werkzeugtyp gerade aktiv
ist. Wenn Sie die Einricht-Funktion Werkstück-Nullpunkt
mit eingewechseltem Tastsystem wählen, passt die
Steuerung das Eingabeformular automatisch an. Drücken
Sie NC-Start um den Messvorgang zu starten. Mit dem
Softkey Speichern übernehmen Sie den ermittelten Wert
als Werkstück-Nullpunkt in der Z-Achse.
WERKSTÜCK-NULLPUNKT SETZEN