HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 20
20
Gewinde (Allgemein) G37-Geo
G37 definiert die aufgeführten Gewindearten. Sie verketteten Gewin-
de durch Programmierung mehrerer G01/G37-Sätze nacheinander.
Parameter
Q:
Gewindeart – default: 1
■
Q=1: Metrisches ISO Feingewinde (DIN 13 Teil 2, Reihe 1)
■
Q=2: Metrisches ISO Gewinde (DIN 13 Teil 1, Reihe 1)
■
Q=3: Metrisches ISO Kegelgewinde (DIN 158)
■
Q=4: Metrisches ISO Kegelfeingewinde (DIN 158)
■
Q=5: Metrisches ISO Trapezgewinde (DIN 103 Teil 2, Reihe 1)
■
Q=6: Flaches metr. Trapezgewinde (DIN 308 Teil 2, Reihe 1)
■
Q=7: Metrisches Sägengewinde (DIN 13 Teil 2, Reihe 1)
■
Q=8: Zylindrisches Rundgewinde (DIN 405 Teil 1, Reihe 1)
■
Q=9: Zylindrisches Whitworth-Gewinde (DIN 259)
■
Q=10: Kegelförmiges Whitworth-Gewinde (DIN 2999)
■
Q=11: Whitworth-Rohrgewinde (DIN 2999)
■
Q=12: Ungenormtes Gewinde
■
Q=13: UNC US-Grobgewinde
■
Q=14: UNF US-Feingewinde
■
Q=15: UNEF US-Extrafeingewinde
■
Q=16: NPT US-kegliges Rohrgewinde
■
Q=17: NPTF US-kegliges Dryseal Rohrgewinde
■
Q=18: NPSC US-zylindrisches Rohrgewinde mit Schmiermittel
■
Q=19: NPFS US-zylindrisches Rohrgewinde ohne Schmiermit-
tel
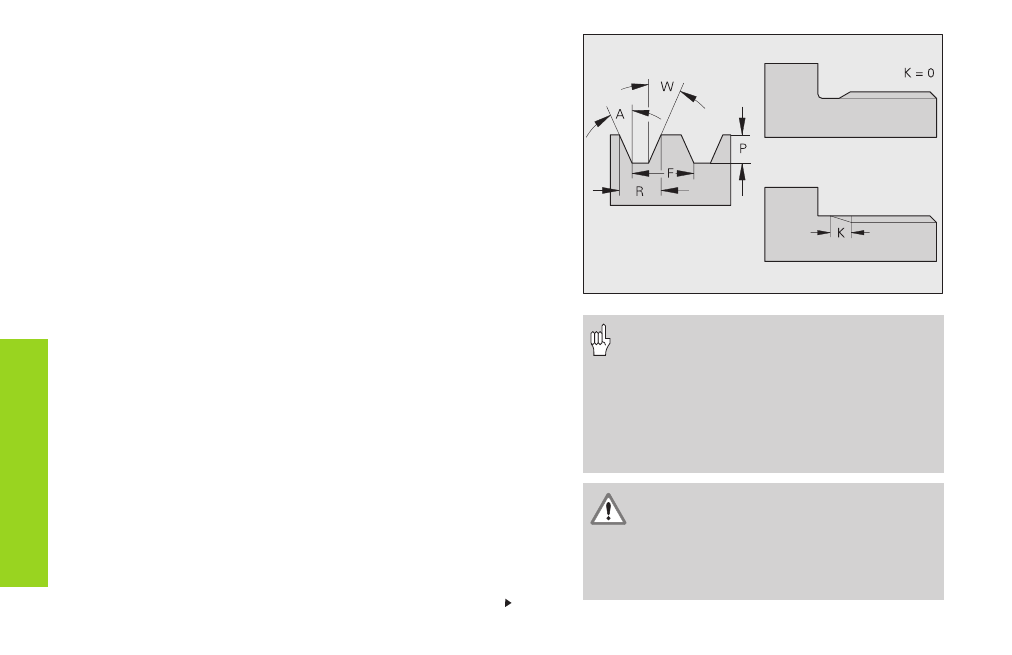
F:
Gewindesteigung – muß bei Q=1, 3..7, 12 angegeben werden.
P:
Gewindetiefe – nur bei Q=12 angeben
K:
Auslauflänge (bei Gewinden ohne Gewindefreistich) –
default: 0
F
o
rm
element
e
zur Konturbeschreibung
• Vor G37 programmieren Sie ein lineares
Konturelement als Bezugselement.
• Das Gewinde wird mit G31 bearbeitet.
• Bei genormten Gewinden werden die Pa-
rameter P, R, A und W von dem CNC PI-
LOT festgelegt.
• Nutzen Sie Q=12, wenn Sie individuelle
Parameter verwenden wollen.
Das Gewinde wird über die Länge des
Bezugselements erstellt. Bei Bearbeitungen
ohne Gewindefreistich ist ein weiteres
Linearelement zu programmieren, damit der
CNC PILOT den Gewindeüberlauf
kollisionsfrei ausführen kann.
Fortsetzung nächste Seite