HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 56
56
A
ufma
ß
e,
Sic
her
heitsabst
ä
nde
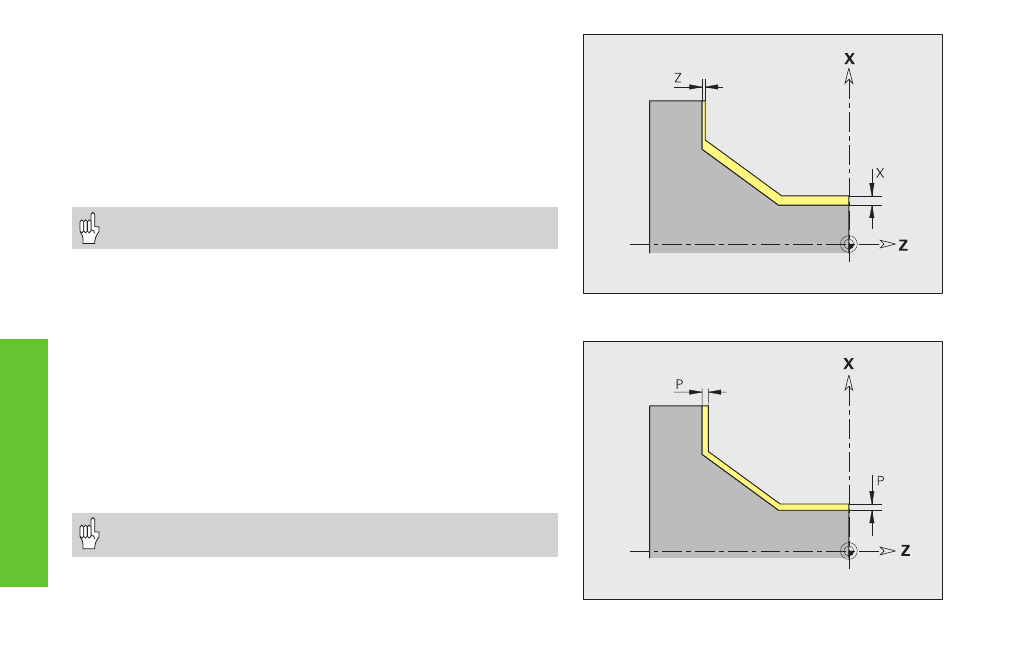
Aufmaß konturparallel (äquidistant) G58
G58 definiert ein konturparalleles Aufmaß. Ein negatives Aufmaß ist bei
G890 erlaubt. G58 wird vor dem Zyklus programmiert.
Aufmaße werden nach Zyklusausführung
■
gelöscht: G810, G820, G830, G835, G860, G869, G890
■
nicht gelöscht: G81, G82, G83
Parameter
P:
Aufmaß
Ist das Aufmaß mit G58 und im Zyklus programmiert, wird das
Zyklus-Aufmaß verwendet.
Aufmaß achsparallel G57
G57 definiert unterschiedliche Aufmaße in X und Z. G57 wird vor dem
Zyklus programmiert.
Aufmaße werden nach Zyklusausführung
■
gelöscht: G810, G820, G830, G835, G860, G869, G890
■
nicht gelöscht: G81, G82, G83
Parameter
X, Z: Aufmaß (X Durchmessermaß)
Sind die Aufmaße mit G57 und im Zyklus programmiert, wer-
den die Zyklus-Aufmaße verwendet.