HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 65
65
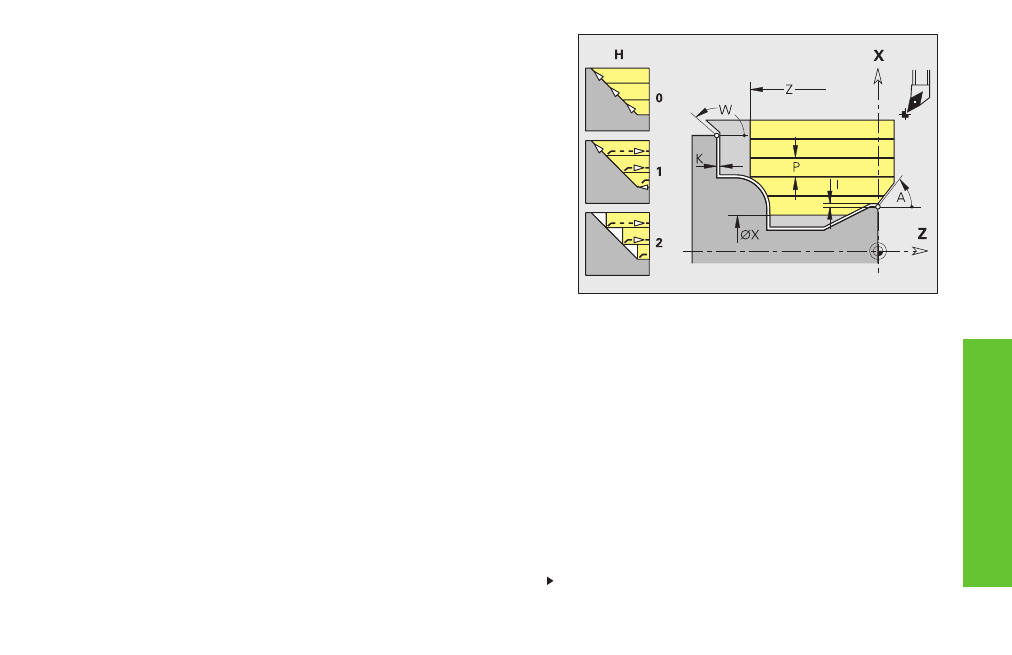
Längs-Schruppen G810 / Plan-Schruppen G820
G810/G820 zerspant (schruppt) den durch „NS, NE“ beschriebenen
Konturbereich.
Parameter
NS, NE: Anfang-, Ende-Satznummer (Referenz auf Konturabschnitt)
P:
maximale Zustellung
I, K:
Aufmaße (I Durchmessermaß) – default: 0
E:
Eintauchverhalten
■
E=0: fallende Konturen nicht bearbeiten
■
E>0: Eintauchvorschub
■
keine Eingabe: Vorschubreduzierung abhängig vom Eintauch-
winkel – maximal 50%
X/Z:
Schnittbegrenzung (X Durchmessermaß)
H:
Abfahrart – default: 0
■
H=0: spant nach jedem Schnitt entlang der Kontur
■
H=1: hebt unter 45° ab; Konturglättung nach dem letzten
Schnitt
■
H=2: hebt unter 45° ab – keine Konturglättung
A:
Anfahrwinkel (Bezug: Z-Achse)
■
G810 – default: 0°/180° (parallel zur Z-Achse)
■
G820 – default: 90°/270° (rechtwinklig zur Z-Achse)
W:
Abfahrwinkel (Bezug: Z-Achse)
■
G810 – default: 90°/270° (rechtwinklig zur Z-Achse)
■
G820 – default: 0°/180° (parallel zur Z-Achse)
Q:
Freifahrart bei Zyklusende – default: 0
■
Q=0: zurück zum Startpunkt (G810: erst X- dann Z-Richtung;
G820: erst Z- dann X-Richtung)
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt ab auf Sicherheitsabstand und stoppt
Konturschruppen längs G810
Fortsetzung nächste Seite
K
ont
urbez
og
ene Dr
ehzyklen