HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 87
87
Fr
ä
sen
Konturfräsen G840
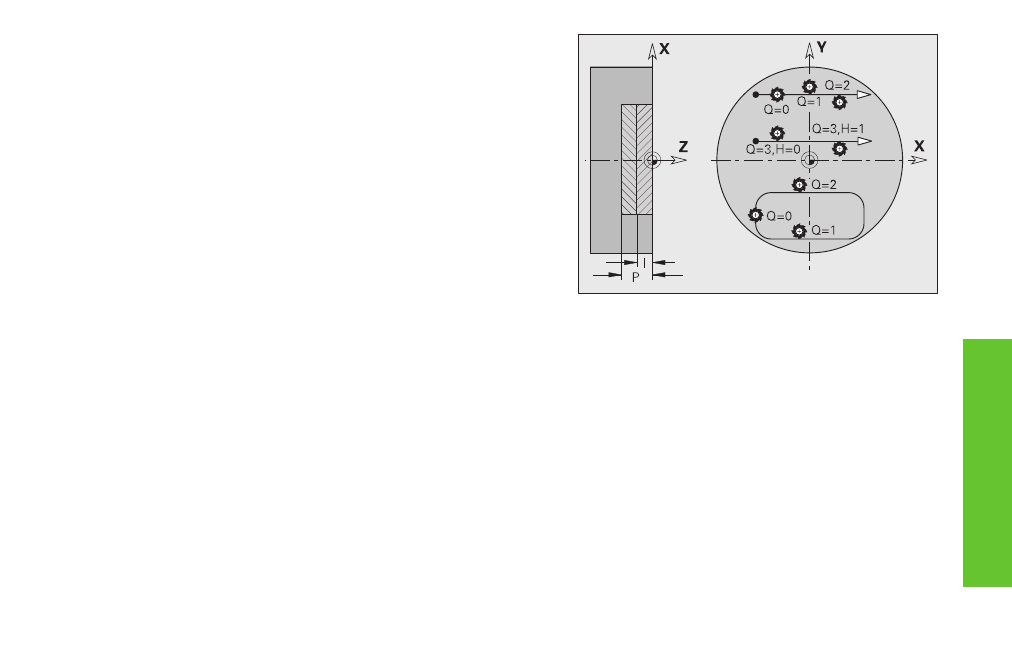
G840 fräst, schlichtet, graviert oder entgratet Figuren oder „freie Kontu-
ren“ (offene oder geschlossene Konturen).
Parameter
Q:
Zyklustyp (= Fräsort)
■
Q=0: Fräsermittelpunkt auf der Kontur (ohne FRK)
■
Q=1 – geschlossene Kontur: Innenfräsen
■
Q=1 – offene Kontur: links in Bearbeitungsrichtung
■
Q=2 – geschlossene Kontur: Außenfräsen
■
Q=2 – offene Kontur: rechts in Bearbeitungsrichtung
■
Q=3 (nur bei offenen Konturen): es ist von der „Fräslaufrich-
tung H“ und der Drehrichtung des Fräsers abhängig, ob links
oder rechts der Kontur gefräst wird
NS:
Satznummer – Anfang Konturabschnitt
■
Figuren: Satznummer der Figur
■
„freie Kontur“ (offen oder geschlossen): erstes Konturelement
(nicht Startpunkt)
NE:
Satznummer – Ende Konturabschnitt
■
Figuren: keine Eingabe
■
geschlossene Konturen: Eingabe entfällt
■
offene Konturen: letztes zu fräsendes Konturelement
■
Kontur besteht aus einem Element: Eingabe entfällt
H:
Fräslaufrichtung – default: 0
■
H=0: Gegenlauf
■
H=1: Gleichlauf
I:
(maximale) Zustellung – keine Eingabe: Fräsen in einer Zustellung
F:
Zustellvorschub (für Tiefenzustellung) – default: aktiver Vorschub
E:
reduzierter Vorschub für zirkulare Elemente – keine Eingabe: aktu-
eller Vorschub