HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 91
91
Spannmittel auswählen G65
G65 zeigt die Spannmittel in der Simulationsgrafik an. G65 ist für jedes
Spannmittel separat zu programmieren. G65 H.. ohne X, Z löscht das
Spannmittel.
Spannmittel sind in der Datenbank beschrieben und werden in
SPANNMITTEL (H=1..3) definiert.
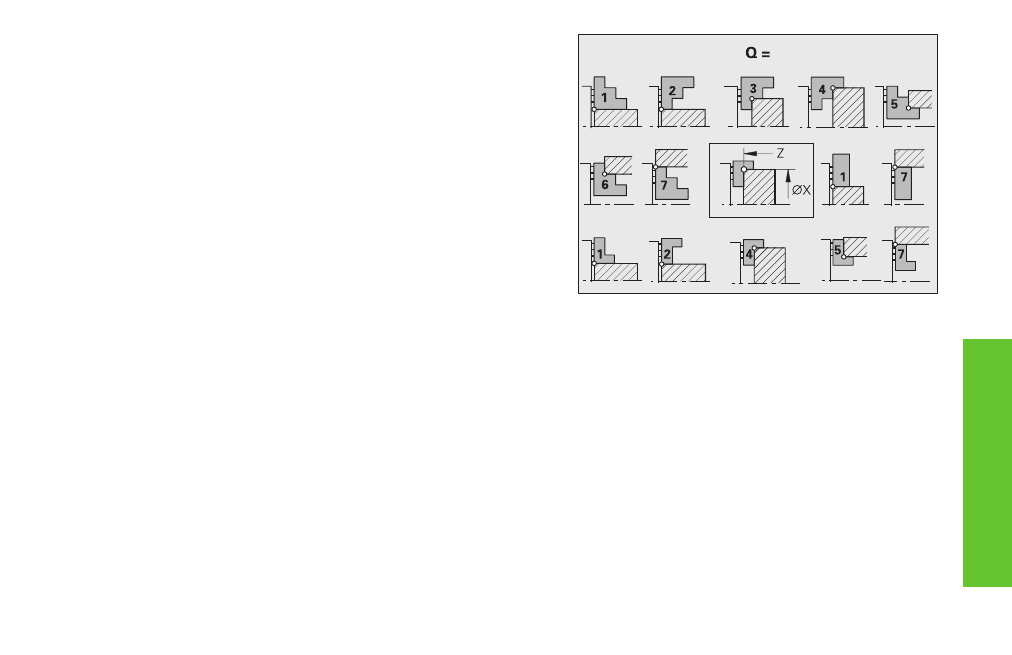
„Q“ legt die Spannstufe und die Spannart (außen oder innen) fest.
Parameter
H:
Spannmittelnummer (H=1..3: Referenz auf SPANNMITTEL)
X, Z: Anfangspunkt – Position des Spannmittel-Referenzpunktes (X
Durchmessermaß) – Bezug: Werkstück-Nullpunkt
D:
Spindelnummer (Bezug: Abschnitt „SPANNMITTEL")
Q:
Spannform bei Spannbacken (H=2) – keine Eingabe: Q aus dem
Abschnitt „SPANNMITTEL"
Sonstig
e G-F
unktionen
Spindel mit Werkstück G98
Mit G98 definieren Sie die Spindel, in der das Werkstück eingespannt
ist.
Die Zuordnung des Werkstücks zur Spindel ist für Gewinde-, Bohr- und
Fräszyklen erforderlich, wenn das Werkstück nicht in der Hauptspindel
ist.
Parameter
Q:
Spindelnummer – default: 0 (Hauptspindel)