HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 66
66
V:
Kennung Fase/Verrundung am Anfang/Ende des Konturabschnitts
– default: 0
Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
■
V=4: es wird nur die Fase/Verrundung bearbeitet – nicht das
Grundelement (Voraussetzung: der Konturabschnitt besteht aus
einem Konturelement)
D:
Elemente ausblenden (beeinflusst die Bearbeitung von Freisti-
chen, Freidrehungen: siehe Tabelle) – default: 0
B:
Schlitten-Vorlauf bei 4-Achs-Bearbeitung
■
B=0: beide Schlitten arbeiten auf gleichem Durchmesser – mit
doppeltem Vorschub
■
B<>0: Abstand zum „führenden“ Schlitten (der Vorlauf). Die
Schlitten arbeiten mit gleichem Vorschub auf unterschiedlichen
Durchmessern.
■
B<0: Schlitten mit größerer Nummer führt
■
B>0: Schlitten mit kleinerer Nummer führt
K
ont
urbez
o
g
ene Dr
ehzyklen
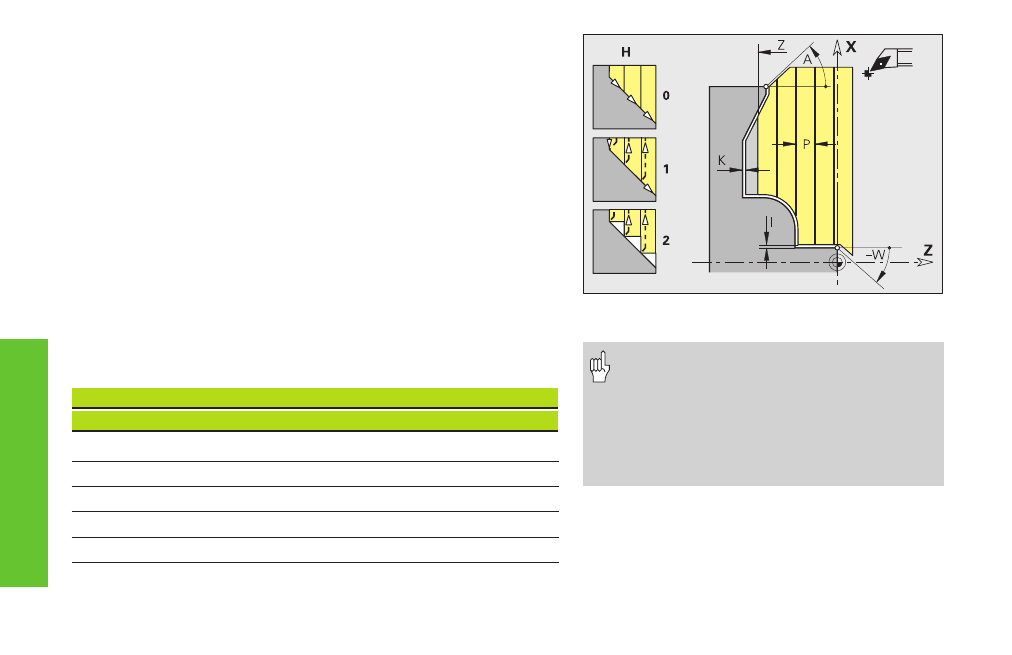
Konturschruppen plan G820
• Schneidenradiuskorrektur: wird durchge-
führt
• Aufmaße (G57/G58): werden berücksich-
tigt
• Achten Sie bei 4-Achs-Zyklen auf identi-
sche Werkzeuge (Werkzeugtyp, Schnei-
denradius, Schneidenwinkel, etc.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: Elemente ausblenden