HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 77
77
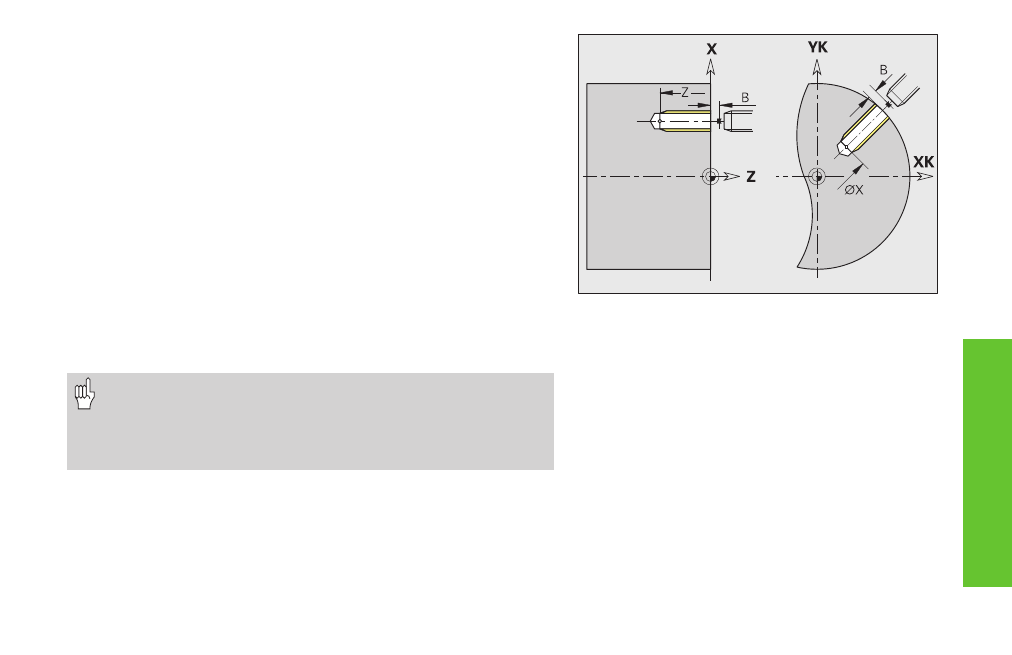
Gewindebohren G36
G36 schneidet axiale und radiale Gewinde mit feststehenden oder an-
getriebenen Werkzeugen. G36 entscheidet anhand von „X/Z“, ob eine
radiale oder axiale Bohrung erstellt wird.
Parameter
X:
Durchmesser – Endpunkt Gewindebohren bei axialen Bohrungen
(Durchmessermaß)
Z:
Länge – Endpunkt Gewindebohren bei radialen Bohrungen
F:
Vorschub pro Umdrehung – Gewindesteigung
Q:
Nummer der Spindel – default: 0 (Hauptspindel)
B:
Anlauflänge (siehe G33)
H:
Bezugsrichtung für Gewindesteigung– default: 0
■
H=0: Vorschub auf der Z-Achse
■
H=1: Vorschub auf der X-Achse
■
H=2: Vorschub auf der Y-Achse
■
H=3: Bahnvorschub
S:
Rückzugdrehzahl – default: gleiche Drehzahl wie beim Gewin-
debohren
• „Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
• Vorschuboverride ist nicht wirksam.
• Spindeloverride nicht benutzen !
• Bei ungeregeltem Werkzeugantrieb ist ein Ausgleichsfutter
erforderlich.
Bohrzyklen