HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 63
63
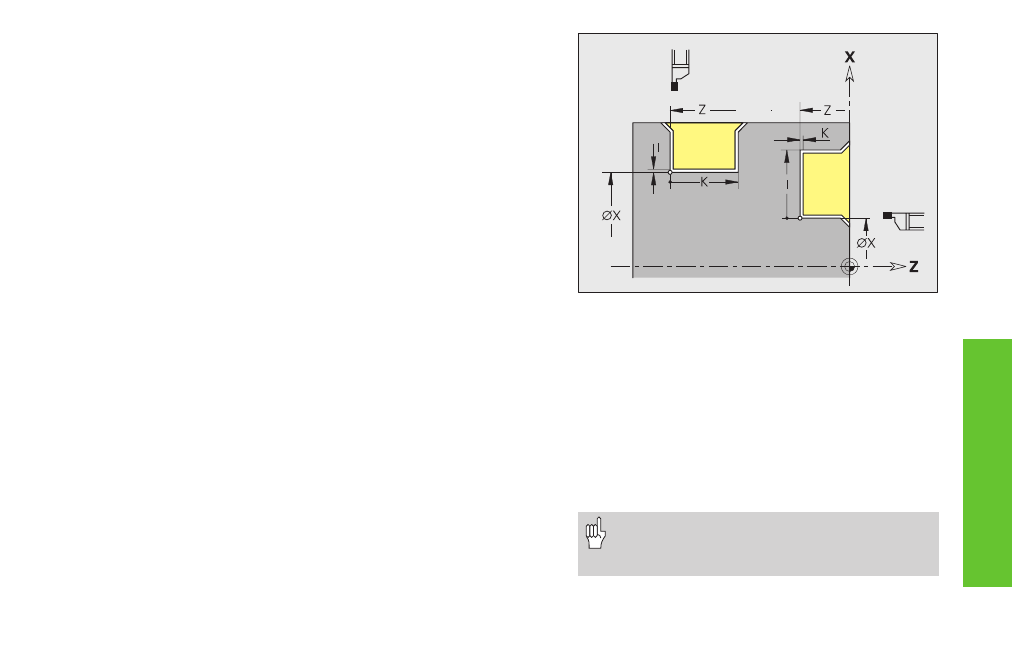
Einstechen G86
G86 erstellt einfache radiale und axiale Einstiche mit Fasen. Der CNC
PILOT ermittelt einen radialen/axialen bzw. einen Innen-/Außeneinstich
anhand der „Werkzeuglage“.
Wenn Sie ein Aufmaß programmieren, erfolgt zuerst das Vorstechen
und anschließend das Fertigstechen (Schlichten).
G86 erstellt Fasen an den Seiten des Einstichs. Positionieren Sie das
Werkzeug ausreichend vor dem Einstich, wenn Sie die Fasen nicht wol-
len. Berechnung der Startposition XS (Durchmessermaß):
XS = XK + 2 * (1,3 – b)
XK: Konturdurchmesser
b:
Fasenbreite
Werkzeugposition am Zyklusende:
■
radialer Einstich: X – Startposition; Z – letzte Stechposition
■
axialer Einstich: X – letzte Stechposition; Z – Startposition
Parameter
X, Z: Bodeneckpunkt (X Durchmessermaß)
radialer Einstich:
I:
Aufmaß
■
I>0: Aufmaß (Vorstechen und Schlichten)
■
I=0: kein Schlichten
K:
Einstichbreite – keine Eingabe: es erfolgt ein Stechhub (Einstich-
breite = Werkzeugbreite)
Einf
ac
he Dr
ehzyklen
axialer Einstich:
I:
Einstichbreite – keine Eingabe: es erfolgt ein
Stechhub (Einstichbreite = Werkzeugbreite).
K:
Aufmaß
■
K>0: Aufmaß (Vorstechen und Schlichten)
■
K=0: kein Schlichten
E
Verweilzeit (Freischneidezeit) – default: Zeit-
dauer einer Umdrehung
■
mit Schlicht-Aufmaß: nur beim Schlichten
■
ohne Schlicht-Aufmaß: bei jedem Einstich
• Schneidenradiuskorrektur: wird nicht
durchgeführt
• Aufmaße: werden nicht verrechnet