HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 59
59
Einf
ac
he Dr
ehzyklen
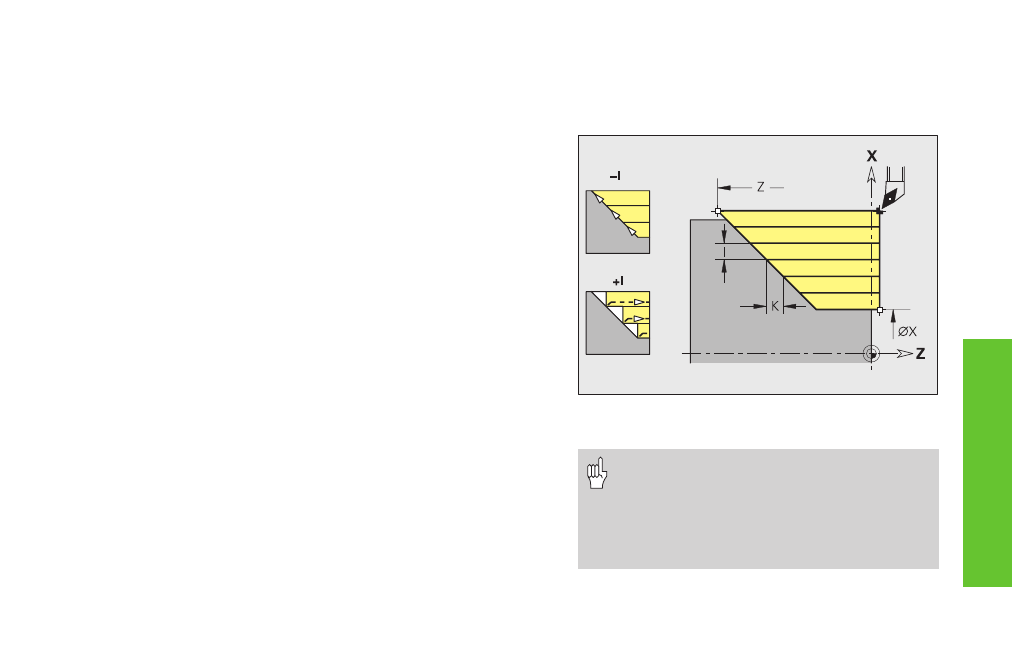
Längsdrehen einfach G81
Plandrehen einfach G82
G81/G82 zerspant (schruppt) den durch die aktuelle Werkzeugposition
und „X, Z“ beschriebenen Konturbereich. Bei einer Schräge definieren
Sie mit I und K den Winkel.
Bei Zyklusende steht das Werkzeug auf:
■
G81: X – letzte Abhebekoordinate; Z – Zyklusstartpunkt
■
G82: X – Zyklusstartpunkt; Z – letzte Abhebekoordinate
Parameter
X/Z:
Zielpunkt Kontur (X Durchmessermaß)
Q:
G-Fkt. Zustellung – default: 0
■
0: Zustellung mit G0 (Eilgang)
■
1: Zustellung mit G1 (Vorschub)
G81:
I:
maximale Zustellung in X-Richtung
■
I<0: mit Abziehen der Kontur
■
I>0: ohne Abziehen der Kontur
K:
Versatz in Z-Richtung – default: 0
G82:
I:
Versatz in X-Richtung – default: 0
K:
maximale Zustellung in Z-Richtung
■
K<0: mit Abziehen der Kontur
■
K>0: ohne Abziehen der Kontur
Längsdrehen einfach G81
Zyklusende G80
G80 schließt Bearbeitungszyklen ab.
• Schneidenradiuskorrektur: wird nicht
durchgeführt
• Aufmaße (G57): werden verrechnet und
bleiben nach Zyklusende wirksam
• Sicherheitsabstand nach jedem Schnitt:
1 mm.