HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 78
78
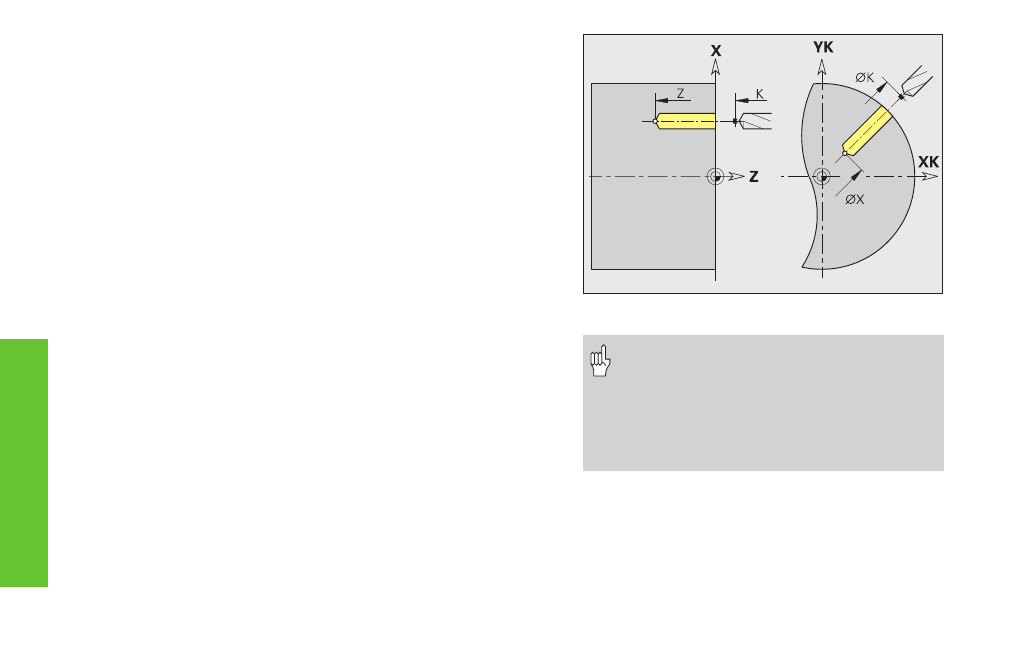
Bohrzyklus G71
G71 erstellt axiale und radiale Bohrungen mit feststehenden oder ange-
triebenen Werkzeugen.
Der Zyklus wird eingesetzt für :
■
Einzelbohrung ohne Konturbeschreibung
■
Bohrung mit Konturbeschreibung (Einzelbohrung oder Lochmuster)
Parameter
NS:
Satznummer Kontur der Bohrung (G49-, G300- oder G310-Geo) –
keine Eingabe: Einzelbohrung ohne Konturbeschreibung
X, Z: Lage, Länge – Endpunkt Bohrung bei axialen/radialen Bohrungen
(X Durchmessermaß)
E:
Verweilzeit in Sekunden (zum Freischneiden am Bohrungsende) –
default: 0
V:
Vorschubreduzierung (50%) – default: 0
■
V=0 oder 2: Vorschubreduzierung am Anfang
■
V=1 oder 3: Vorschubreduzierung am Anfang und am Ende
■
V=4: Vorschubreduzierung am Ende
■
V=5: keine Vorschubreduzierung
Ausnahme bei V=0 und V=1: keine Vorschubreduzierung beim
Anbohren bei Wendeplattenbohrer und Spiralbohrern mit 180°
Bohrwinkel
D:
Rückzuggeschwindigkeit – default: 0
■
D=0: Eilgang
■
D=1: Vorschub
K:
Rückzugsebene (radiale Bohrungen und Bohrungen in der YZ-
Ebene: Durchmessermaß) – keine Eingabe: Werkzeug verfährt
auf Startposition bzw. Sicherheitsabstand
Bohrzyklen
• Einzelbohrung ohne Konturbeschreibung:
„X oder Z“ alternativ programmieren.
• Bohrung mit Konturbeschreibung: „X, Z“
nicht programmieren.
• Lochmuster: „NS“ zeigt auf die Kontur der
Bohrung (nicht auf die Musterdefinition).