HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 46
46
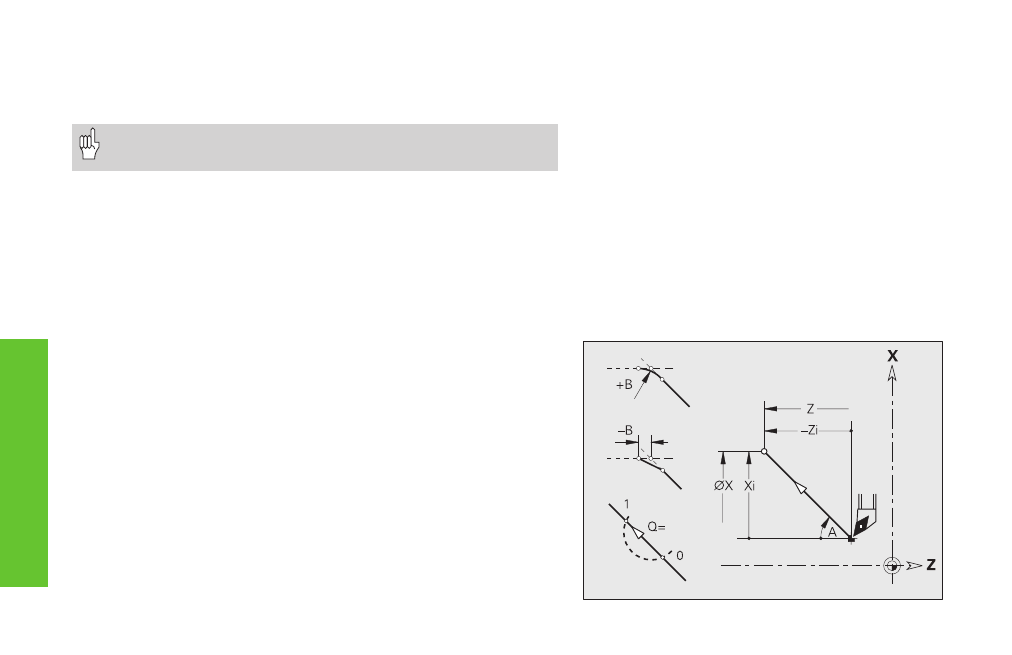
Linearbewegung G1
Das Werkzeug verfährt linear im Vorschub zum „Endpunkt“.
Parameter
X, Z: Durchmesser, Länge Endpunkt (X Durchmessermaß)
A:
Winkel (Winkelrichtung: siehe Hilfebild)
Q:
Schnittpunktauswahl – default: Q=0
■
Q=0: naher Schnittpunkt
■
Q=1: entfernter Schnittpunkt
B:
Fase/Verrundung
■
B keine Eingabe: tangentialer Übergang
■
B=0: nicht tangentialer Übergang
■
B>0: Radius der Rundung
■
B<0: Breite der Fase
E:
Sondervorschubfaktor (0 < E
1) – default: 1
(Sondervorschub = aktiver Vorschub * E)
Einf
ac
he Linear
- und
Zir
kularbew
egung
en
Eilgang in Maschinenkoordinaten G701
Der Schlitten verfährt im Eilgang auf kürzestem Wege zum „Zielpunkt“.
Parameter
X, Z: Endpunkt (X Durchmessermaß)
„X, Z“ beziehen sich auf den Maschinen-Nullpunkt und den
Schlittenbezugspunkt.