HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 57
57
W
e
rk
z
eug,
K
o
rr
ekt
ur
en
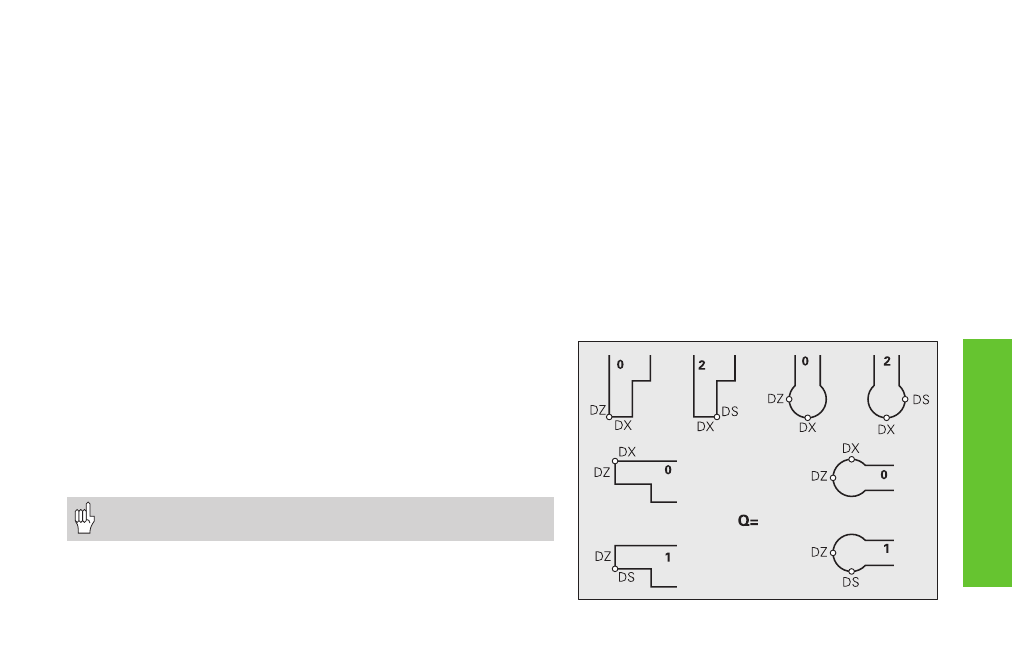
(Wechsel der) Schneidenkorrektur G148
„O“ definiert die zu verrechnenden Verschleißkorrekturen. Bei Pro-
grammstart und nach einem T-Befehl sind DX, DZ aktiv.
Parameter
O:
Auswahl – default: 0
■
O=0: DX, DZ aktiv – DS inaktiv
■
O=1: DS, DZ aktiv – DX inaktiv
■
O=2: DX, DS aktiv – DZ inaktiv
Die Stechzyklen G860, G866 berücksichtigen automatisch die
„richtige“ Verschleißkorrektur.
Werkzeugaufruf T
Dem „T“ folgt die WAPP-Nummer. Sie können die T-Nummer direkt ein-
geben oder aus der Werkzeugliste auswählen (umschalten mit der
„WEITER-Taste“).
WAPP-Nummer:
W: Werkzeugträgernummer
A: Nummer der Aufnahmegruppe
PP: Platznummer im Werkzeugträger
Wenn Sie mit Multi-Werkzeugen arbeiten, programmieren Sie
„T PP.S“ bzw. „T WAPP.S“ (S=Nummer der Nebenschneide).