HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 72
72
Fortsetzung nächste Seite
K
ont
urbez
og
ene Dr
ehzyklen
Schlichten Kontur G890
G890 schlichtet den durch „NS, NE“ beschriebenen Konturbereich kon-
turparallel.
Parameter
NS, NE: Anfang-, Ende-Satznummer (Referenz auf Konturabschnitt)
E:
Eintauchverhalten
■
E=0: fallende Konturen nicht bearbeiten
■
E>0: Eintauchvorschub
■
keine Eingabe: Vorschubreduzierung abhängig vom Eintauch-
winkel – maximal 50%
V:
Kennung Fase/Verrundung am Anfang/Ende des Konturabschnitts
– default: 0; Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
■
V=4: es wird nur die Fase/Verrundung bearbeitet – nicht das
Grundelement (Voraussetzung: der Konturabschnitt besteht aus
einem Konturelement)
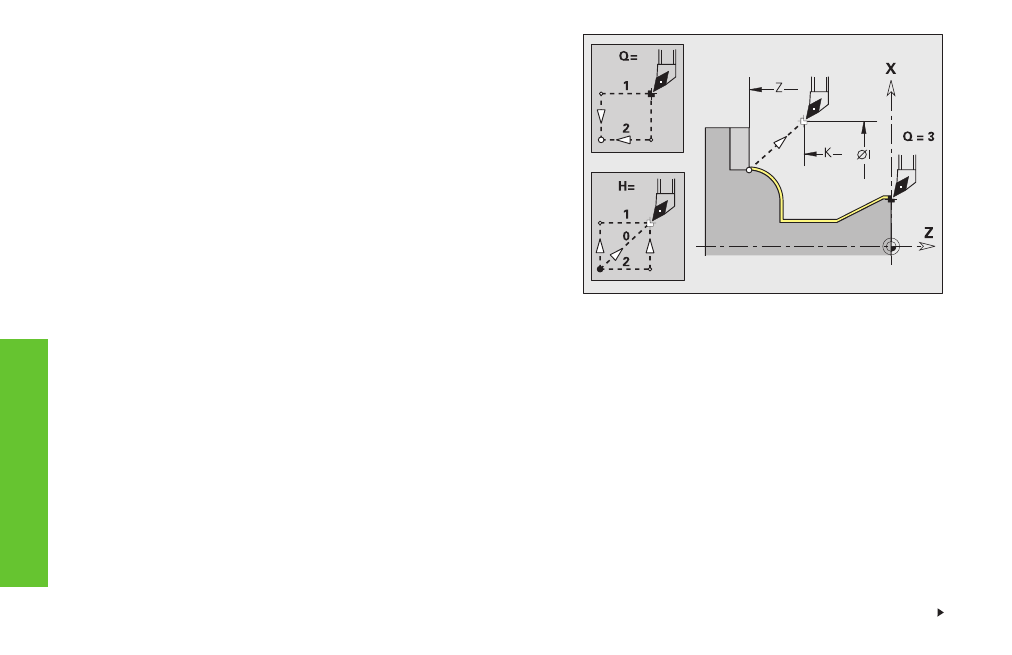
Q:
Anfahrart – default: 0
■
Q=0: automatische Wahl – der CNC PILOT prüft die Anfahr-
möglichkeiten:
– diagonales Anfahren
– erst X-, dann Z-Richtung
– äquidistant um das Hindernis herum
– Auslassen der ersten Konturelemente, wenn die Startposition
unzugänglich ist
■
Q=1: erst X-, dann Z-Richtung
■
Q=2: erst Z-, dann X-Richtung
■
Q=3: kein Anfahren – Werkzeug ist in der Nähe des Anfangs-
punktes des Konturabschnitts
■
Q=4: Restschlichten
H:
Freifahrart – default: 3
Werkzeug hebt unter 45° entgegen der Be-
arbeitungsrichtung ab und fährt wie folgt auf
die Position „I, K":
■
H=0: diagonal
■
H=1: erst X-, dann Z-Richtung
■
H=2: erst Z-, dann X-Richtung
■
H=3: bleibt auf Sicherheitsabstand stehen
■
H=4: keine Freifahrbewegung – Werkzeug
bleibt auf der Endkoordinate stehen
X/Z:
Schnittbegrenzung (X Durchmessermaß) – kei-
ne Eingabe: keine Schnittbegrenzung
D:
Elemente ausblenden (beeinflusst die Bear-
beitung von Freistichen, Freidrehungen und
Einstichen: siehe Tabelle) – default: 1