HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 67
67
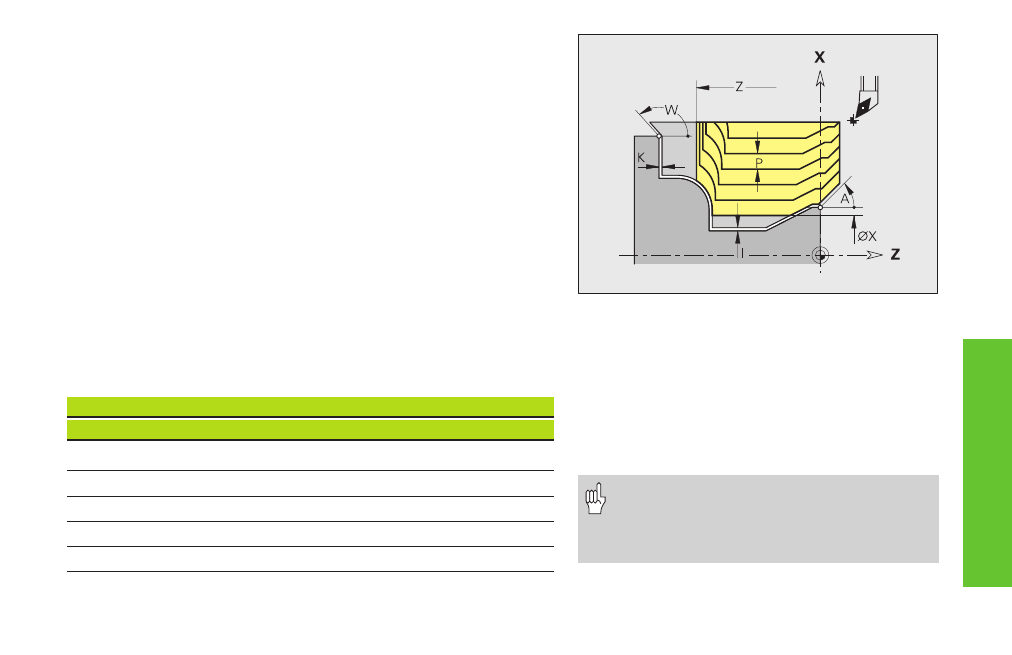
Konturparallel-Schruppen G830
G830 zerspant (schruppt) den durch „NS, NE“ beschriebenen Konturbe-
reich konturparallel.
Parameter
NS, NE: Anfang-, Ende-Satznummer (Referenz auf Konturabschnitt)
P:
maximale Zustellung
I, K:
Aufmaße (I Durchmessermaß) – default: 0
X/Z:
Schnittbegrenzung (X Durchmessermaß)
A, W: Anfahrwinkel, Abfahrwinkel (Bezug: Z-Achse)
■
Anfahrwinkel – default: 0°/180° (parallel zur Z-Achse)
■
Abfahrwinkel – default: 90°/270° (rechtwinklig zur Z-Achse)
Q:
Freifahrart bei Zyklusende – default: 0
■
Q=0: zurück zum Startpunkt (erst X- dann Z-Richtung)
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt auf Sicherheitsabstand ab und stoppt
V:
Kennung Fase/Verrundung am Anfang/Ende des Konturabschnitts
– default: 0; Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
K
ont
urbez
og
ene Dr
ehzyklen
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
–
•
–
„•“: Elemente ausblenden
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
■
V=4: es wird nur die Fase/Verrundung bear-
beitet – nicht das Grundelement (Vorausset-
zung: der Konturabschnitt besteht aus einem
Konturelement)
D:
Elemente ausblenden (beeinflusst die Bear-
beitung von Freistichen, Freidrehungen: siehe
Tabelle) – default: 0
• Schneidenradiuskorrektur: wird durchge-
führt
• Aufmaße (G57/G58): werden berücksich-
tigt