HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 58
58
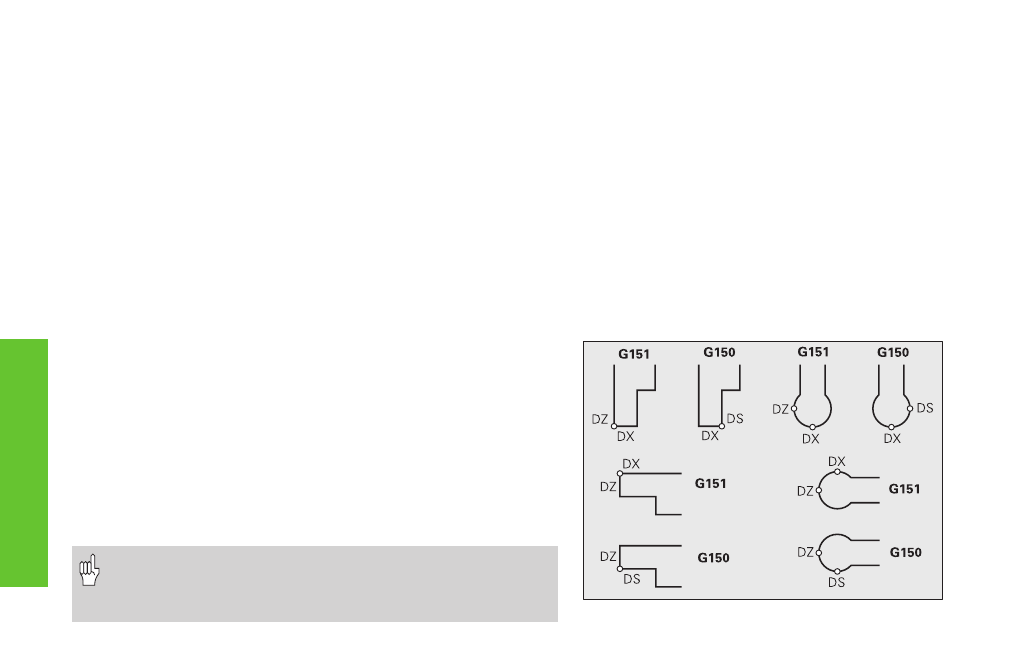
Verrechnung rechte Werkzeugspitze G150
Verrechnung linke Werkzeugspitze G151
G150/G151 legt bei Stech- und Pilzwerkzeugen den Werkzeugbe-
zugspunkt fest.
G150: Bezugspunkt rechte Werkzeugspitze
G151: Bezugspunkt linke Werkzeugspitze
G150/G151 ist ab dem Satz wirksam, in dem es programmiert wird und
bleibt wirksam bis
■
zum nächsten Werkzeugwechsel
■
Programmende.
• Die angezeigten Istwerte beziehen sich immer auf die in den
Werkzeugdaten definierte Werkzeugspitze.
• Vergessen Sie nicht die Richtung umzuschalten, wenn Sie
mit der SRK arbeiten.
W
e
rk
z
eug,
K
o
rr
ekt
ur
en
Additive Korrektur G149
Der CNC PILOT verwaltet 16 werkzeugunabhängige Korrekturwerte.
Ein G149 gefolgt von einer „D-Nummer“ aktiviert die additive Korrektur
(Beispiel: G149 D901). „G149 D900“ schaltet die additive Korrektur aus.
Parameter
D:
Additive Korrektur – default: D900; Bereich: 900..916
Hinweise zur Programmierung
■
Die Korrektur muss „ausgefahren“ werden, bevor
sie wirksam wird. Deshalb müssen Sie G149 einen
Satz vor dem Verfahrweg programmieren, in dem
die Korrektur wirksam sein soll.
■
Eine additive Korrektur bleibt wirksam bis:
■
zum nächsten „G149 D900“
■
zum nächsten Werkzeugwechsel
■
Programmende