HEIDENHAIN CNC Pilot 4290 Pilot Benutzerhandbuch
Seite 47
47
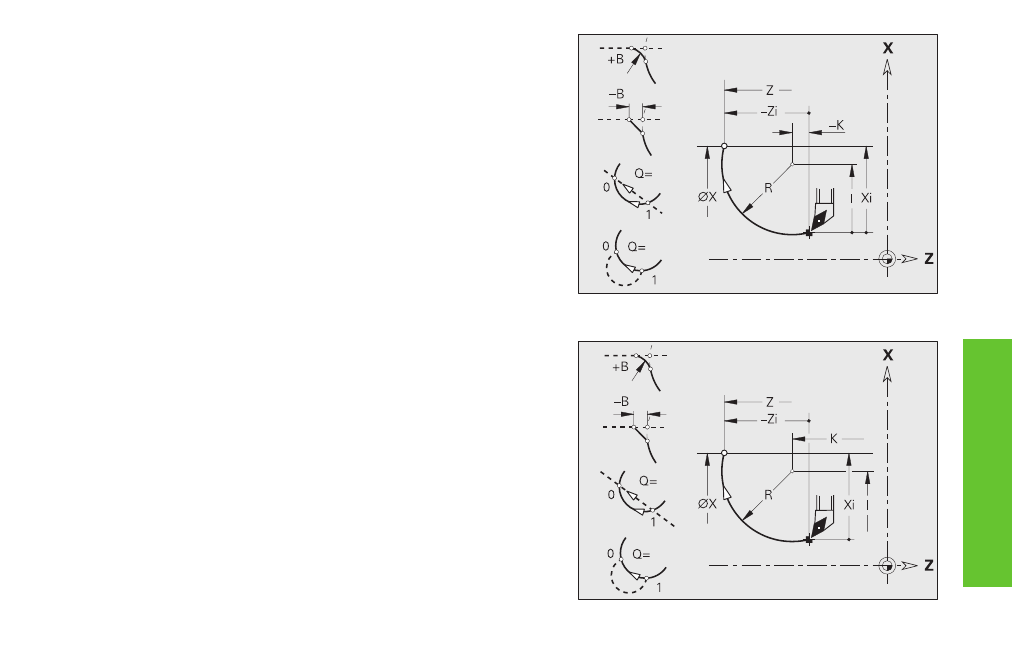
Zirkularbewegung
G2, G3 – inkrementale, G12, G13 – absolute Mittelpunktvermaßung
Das Werkzeug verfährt zirkular im Vorschub zum „Endpunkt“. Die Dreh-
richtung von G2, G3 bzw. G12, G13 entnehmen Sie dem Hilfebild.
Der Sondervorschub gilt für Fase/ Verrundung.
Parameter
X, Z: Durchmesser, Länge Endpunkt (X Durchmessermaß)
R:
Radius (0 < R
200 000 mm)
Q:
Schnittpunktauswahl – default: Q=0
■
Q=0: entfernter Schnittpunkt
■
Q=1: naher Schnittpunkt
B:
Fase/Verrundung
■
B keine Eingabe: tangentialer Übergang
■
B=0: nicht tangentialer Übergang
■
B>0: Radius der Rundung
■
B<0: Breite der Fase
E:
Sondervorschubfaktor (0 < E
1) – default: 1
(Sondervorschub = aktiver Vorschub * E)
bei G2, G3:
I, K:
Mittelpunkt inkremental (Abstand Startpunkt – Mittelpunkt;
I Radiusmaß)
bei G12, G13:
I, K:
Mittelpunkt absolut (I Radiusmaß)
Beispiel: Zirkularbewegung G2
Beispiel: Zirkularbewegung G12
Einf
ac
he Linear
- und
Zir
kularbew
egung
en