Hypertherm THC ArcGlide Benutzerhandbuch
Seite 85
ArcGlide THC
Betriebsanleitung
2-51
INSTALLATION
Diskrete CNC-E/A
Alle erforderlichen diskreten Schnittstellensignale zwischen dem Steuermodul und der CNC sind in der folgenden
Tabelle mit Sternen (*) gekennzeichnet. Alle anderen Signale sind optional für den Betrieb mit mehreren Brennern, für
verbesserte Leistung oder für eine Reduzierung der Zykluszeiten. Die Eingänge haben zwei unterschiedliche Modi, die mit
den Schaltern hinter der Kalibrierungs- und Konfigurationstür ausgewählt werden. Die Eingänge können für potenzialfreie
Kontakte (keine externe Spannung) oder für mit positiver Spannung versorgte Eingänge konfiguriert werden.
Wenn die Schnittstelle der Brennerhöhensteuerung mit potenzialfreien Kontakten konfiguriert ist, wird der Betrieb der
LEDs auf der diskreten Plasmaschnittstelle umgekehrt, und die LEDs schalten sich aus (OFF), wenn der Eingang aktiv ist.
Bei spannungsversorgten Eingängen schalten sich die LEDs ein (ON), wenn ein Eingang aktiv ist.
Anmerkung: Wenn die Hypernet-Schnittstelle zur CNC verwendet wird, darf an diesem Anschluss nur das
Eingangssignal für die Verriegelung verdrahtet werden. Wenn diskrete Signale verwendet werden,
müssen an diesem Anschluss die erforderlichen diskreten Signale angeschlossen werden.
CNC-E/A
Beschreibung
Schneidsteuerung*
Dies ist ein erforderliches Signal. Es ist ein Ausgang von der CNC und ein Eingang zur
ArcGlide. Die CNC sollte dieses Signal zum Starten eines Plasmaschnitts aktivieren. Dieses
Signal beginnt den gesamten Prozess der Anfangshöhenabtastung, des Plasmastarts und der
Bewegung sowie der automatischen Spannungssteuerung (AVC), gefolgt von einem Rückzug
am Ende des Schneidvorgangs, wenn dieses Signal deaktiviert wird. Dieses Signal muss
während des Plasmaschneidens aktiviert bleiben.
Niedrige Verstärkung
Eingang
Mit diesem Eingang wird die Verstärkung der AVC für die Markierung automatisch reduziert.
Dadurch wird die Stabilität der Höhensteuerung während der Markierung verbessert.
Brennerhöhendeaktivierung*
Dies ist ein optionaler Signaleingang zur ArcGlide. Wenn dieses Signal aktiv ist, wird die
automatische Höhensteuerung temporär deaktiviert und der Brenner gezwungen, seine
Höhenposition beizubehalten. Der Eingang wird primär verwendet, um die Höhensteuerung
in Ecken oder dann zu deaktivieren, wenn die Maschinengeschwindigkeit nicht der optimalen
Schneidgeschwindigkeit entspricht. Dieses Signal verbessert die Schneidleistung durch
Deaktivieren der Höhensteuerung, wenn sich die Maschine für Ecken verlangsamt. Dadurch
wird die Schnittqualität in Ecken verbessert und es wird verhindert, dass der Brenner in das
Werkstück eintaucht.
Zündung halten
Dies ist ein optionaler Eingang zur ArcGlide, der ermöglicht, dass mehrere Brenner
synchronisiert starten können. Für Installationen mit einem Brenner ist dieses Signal optional,
wird jedoch empfohlen. Die CNC sollte dieses Signal aktivieren, um die Zündung des
Plasmabrenners so lange zu verzögern, bis alle aktiven Brenner in einer Konfiguration mit
mehreren Brennern ihre IHS-Sequenz abgeschlossen haben, in Position und zündungsbereit
sind. Zu diesem Zeitpunkt geben alle aktiven Brenner das Signal „IHS abgeschlossen“ an die
CNC zurück, die dann alle Eingangssignale „Zündung halten“ entfernen sollte, damit alle aktiven
Plasmabrenner gleichzeitig zünden können.
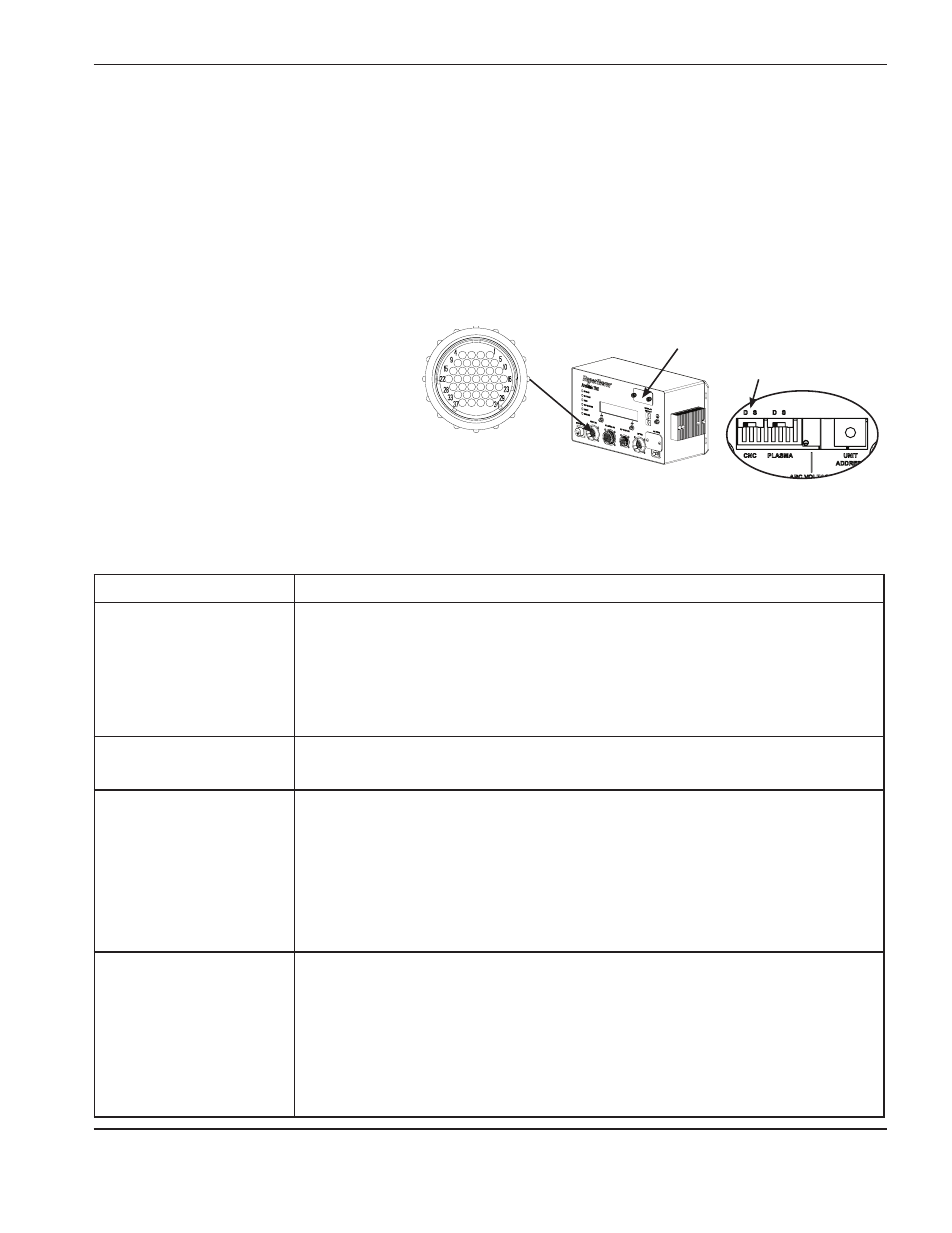
Dieser Anschluss hat
einen gelben Ring
Kalibrierungs- und
Konfigurationstür
Potenzialfreier oder
spannungsversorgter
Eingangsschalter