Hypertherm THC ArcGlide Benutzerhandbuch
Seite 89
ArcGlide THC
Betriebsanleitung
2-55
INSTALLATION
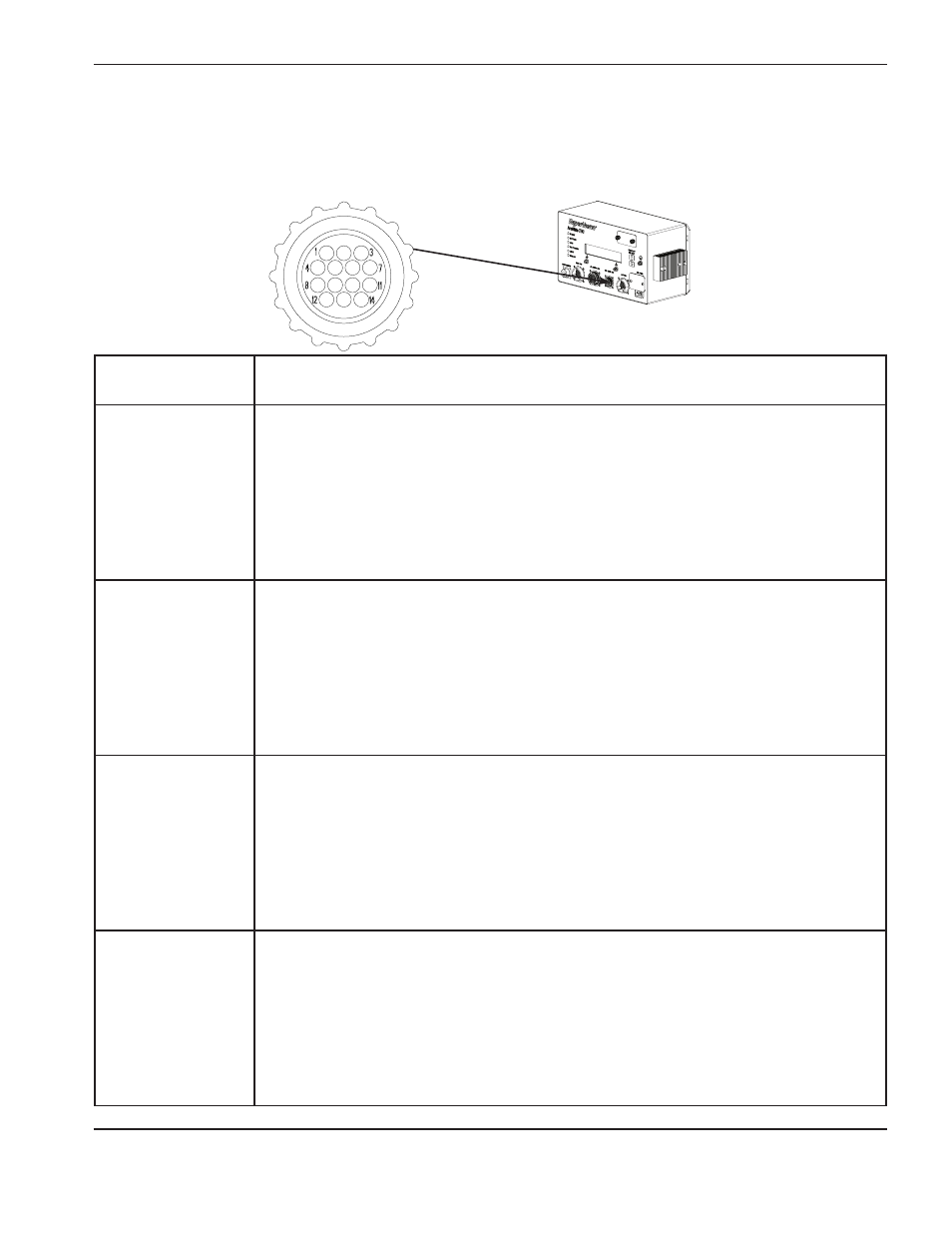
Bedienerkonsole-
E/A
Beschreibung
Schalter für das
manuelle Deaktivieren
Wenn dieser Schalter aktiv ist, zeigt sein Kontakteingangssignal an, dass die an dieser
Brennerhöhensteuerung angeschlossene Schneidstation deaktiviert ist und nicht
funktioniert, wenn die CNC einen aktiven Befehl für die Schneidsteuerung ausgibt.
Wenn die Plasmaanlage per Fernsteuerung ausgeschaltet werden kann, wird sie immer
dann ausgeschaltet, wenn dieser Deaktivierungsschalter aktiv ist. Wenn weder der Eingang
für das manuelle Deaktivieren noch der Eingang für das manuelle Auswählen aktiv sind,
kann die CNC die einzelnen, der Programmsteuerung unterliegenden Stationen auswählen.
Schalter für das
manuelle Auswählen
Das Kontakteingangssignal dieses Schalters zeigt an, dass die angeschlossene Station
manuell in den aktiven Status gezwungen wird und funktioniert, wenn die CNC einen aktiven
Befehl für die Schneidsteuerung ausgibt. Wenn der Eingang für das manuelle Deaktivieren
oder der Eingang für das manuelle Auswählen inaktiv ist, kann die CNC die einzelnen, der
Teileprogrammsteuerung unterliegenden Stationen auswählen.
Schalter für das
Anheben des
Brenners
Dies ist ein Kontakteingangssignal, das den Brenner anhebt. Dieser Eingang hebt den
Brenner manuell an, wenn dieser nicht schneidet. Die manuelle Bewegung startet mit einem
Kriechgang von 0,254 mm. Nach 0,5 Sekunden verbleibt die Bewegung bei der langsamen
Geschwindigkeit. Nach einer weiteren Sekunde beschleunigt die Bewegung auf die
programmierte Zwischengeschwindigkeit. Wenn der Brenner gerade einen Schneidvorgang
ausführt, erhöht dieser Eingang die Spannungseinstellung alle 0,25 Sekunden um 0,2 Volt.
Schalter für das
Absenken des
Brenners
Dies ist ein Kontakteingangssignal, das zum Absenken des angeschlossenen Brenners
verwendet werden kann. Dieser Eingang sorgt dafür, dass der Brenner manuell
abgesenkt wird. Die manuelle Bewegung startet mit einem Kriechgang von 0,254 mm.
Nach 0,5 Sekunden verbleibt die Bewegung bei der langsamen IHS-Geschwindigkeit.
Nach einer weiteren Sekunde beschleunigt die Bewegung auf die programmierte
Zwischengeschwindigkeit. Wenn der Brenner gerade einen Schneidvorgang ausführt,
reduziert dieser Eingang die Spannungseinstellung alle 0,25 Sekunden um 0,2 Volt.
Diskreter E/A der optionalen Bedienerkonsole
Die folgenden diskreten Signale werden zwischen dem Steuermodul und der optionalen, angepassten Bedienerkonsole
verwendet.
Dieser Anschluss hat
einen grünen Ring