Cl l – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 101
TNC 425/TNC 415 B/TNC 407
5-2
5
Werkzeug-Bewegungen programmieren
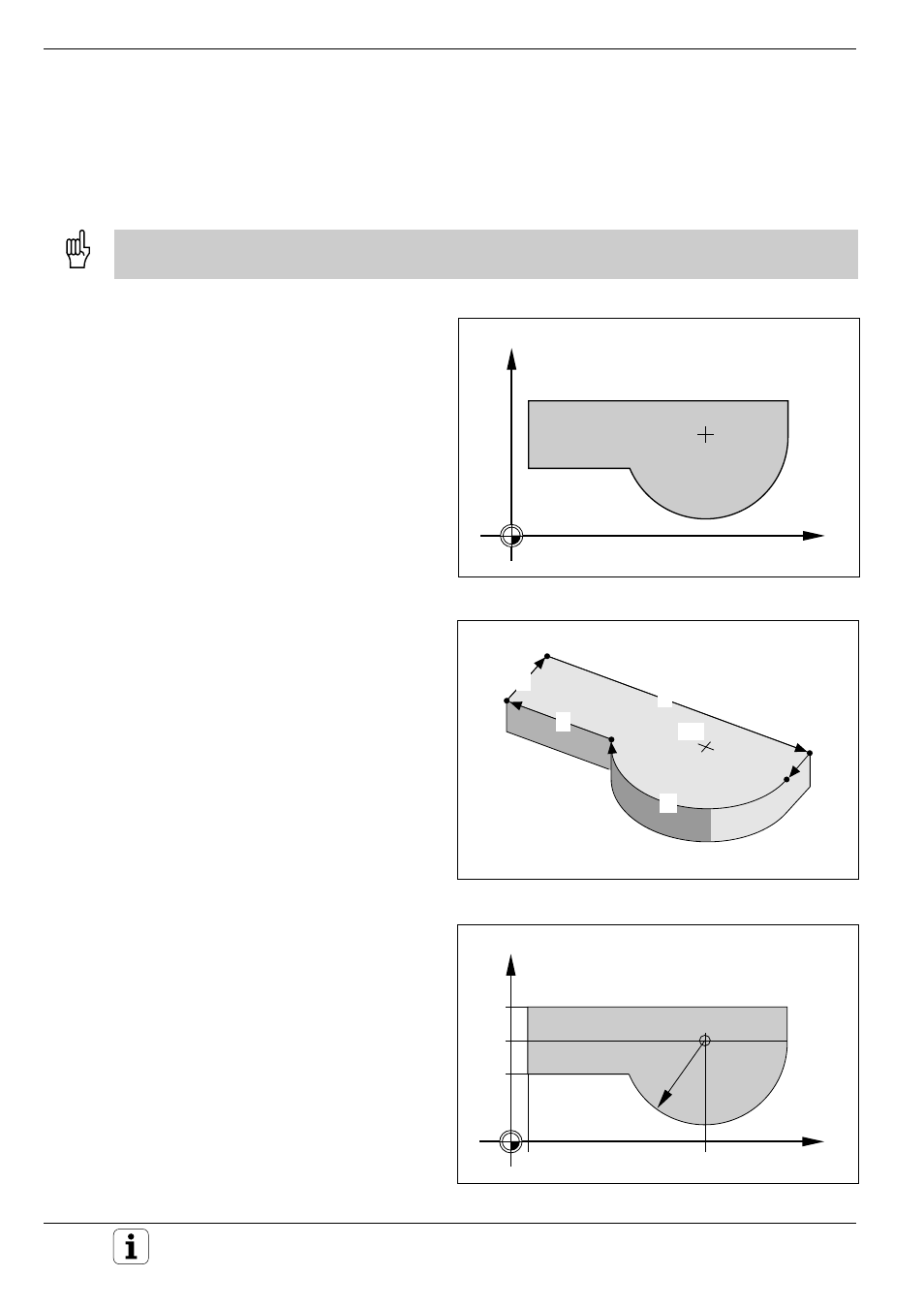
Abb. 5.3:
Nicht NC-gerecht bemaßte Zeichnung
Abb. 5.2:
Konturelemente werden nacheinander programmiert und
ausgeführt
Abb. 5.1:
Eine Kontur besteht aus Geraden und Kreisbögen
X
Y
L
L
CC
C
L
L
X
Y
40
80
10
11
5
60
R 50
5.1 Allgemeines zum Programmieren von Werkzeug-Bewegungen
Eine Werkzeug-Bewegung wird immer so
programmiert, als ob sich das Werkzeug bewegt
und das Werkstück stillsteht.
Das Werkzeug ist zu Beginn eines Bearbeitungsprogramms stets so vorzupositionieren, daß eine Beschädigung
von Werkzeug und Werkstück ausgeschlossen ist.
Bahnfunktionen
Mit den Bahnfunktionen wird jedes Element der
Werkstück-Kontur einzeln programmiert.
Eingegeben werden
• Geraden
• Kreisbögen
Auch eine Überlagerung der beiden Konturelemen-
te kann programmiert werden (Schraubenlinie).
Nacheinander ausgeführt ergeben die Kontur-
elemente die Werkstück-Kontur entsprechend der
Zeichnung.
Freie Konturprogrammierung
(FK-Programmierung)
Mit der FK-Programmierung werden Bearbeitungs-
programme auch dann einfach im Klartext-Dialog
direkt an der Maschine erstellt, wenn keine
normgerecht bemaßte Zeichnung vorliegt.
Auch bei der Freien Konturprogrammierung
werden Geraden und Kreisbögen programmiert.
Hierbei berechnet die TNC fehlende Informationen.