HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 237
8-30
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
Y
X
D
A
B
C
KONTURFRAESEN (Zyklus 16)
Zyklus 16 KONTURFRAESEN dient zum Schlichten der Konturtasche.
Mit dem Zyklus können auch allgemeine Konturen gefräst werden.
Zyklus-Ablauf
• Das Werkzeug wird über den ersten Konturpunkt positioniert
• Danach sticht das Werkzeug mit dem eingegebenen Vorschub bis zur
ersten Zustell-Tiefe ein
• Mit der ersten Zustell-Tiefe fräst das Werkzeug mit dem eingegebe-
nen Vorschub und Drehsinn die erste Kontur
• Am Einstichpunkt wird das Werkzeug auf die nächste Zustell-Tiefe
zugestellt
Der Vorgang wiederholt sich, bis die eingegebene Frästiefe erreicht ist.
Alle Teilkonturen werden auf diese Weise gefräst.
Voraussetzung
Der Zyklus erfordert einen Fräser mit einem Stirnzahn über Mitte
schneidend (DIN 844).
Eingaben
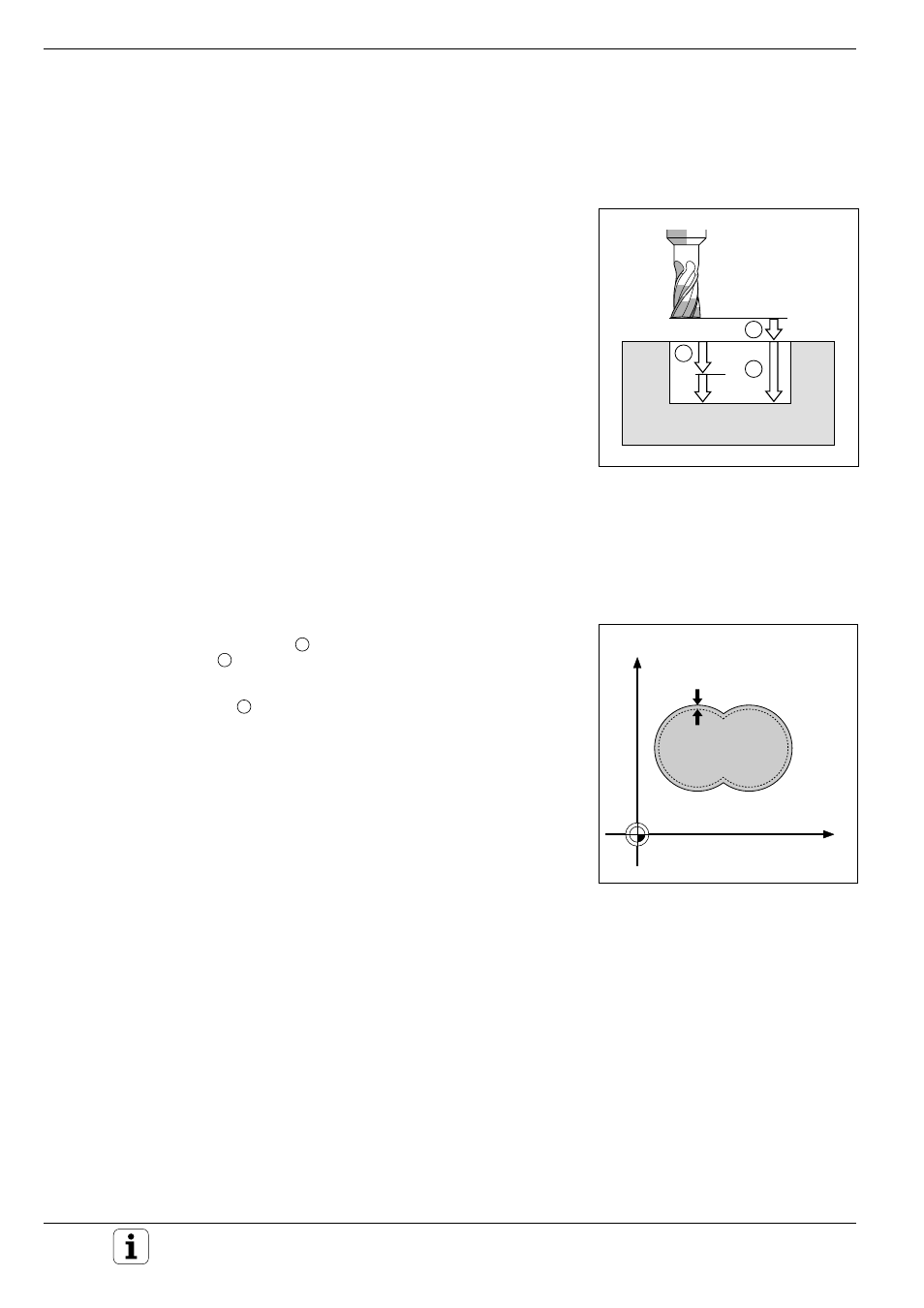
• SICHERHEITS-ABSTAND
A
• FRAESTIEFE
B
Das Vorzeichen der Frästiefe legt die Arbeitsrichtung fest
(– entspricht negativer Werkzeugachsen-Richtung).
• ZUSTELL-TIEFE
C
• VORSCHUB TIEFENZUSTELLUNG:
Verfahrgeschwindigkeit des Werkzeugs beim Einstechen
• DREHUNG IM UHRZEIGERSINN: DR-
Für M3 gilt DR+ : Gleichlauf-Fräsen für Tasche und
Insel
DR– : Gegenlauf-Fräsen für Tasche und
Insel
• VORSCHUB F:
Verfahrgeschwindigkeit des Werkzeugs in der Bearbeitungsebene
Abb. 8.31: Zustellungen und Abstände beim
KONTURFRAESEN
Abb. 8.32: Schlichtaufmaß