HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 265
8-58
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
BEARBEITUNGSEBENE (Zyklus 19) (nicht bei TNC 407)
Die Funktionen zum Schwenken der Bearbeitungsebene werden vom Maschinen-Hersteller an TNC und Maschine
angepaßt.
Die TNC unterstützt Bearbeitungen an Werkzeugmaschinen mit
Schwenkköpfen (Werkzeug wird geschwenkt) und/oder Schwenktischen
(Werkstück wird geschwenkt).
Die Bearbeitung wird dabei wie gewohnt in einer Hauptebene (z.B. X/Y-
Ebene) programmiert. Ausgeführt wird die Bearbeitung jedoch in einer
Ebene, die zur Hauptebene geschwenkt wurde.
Typische Einsatzfälle für das Schwenken der Bearbeitungsebene:
• Schräge Bohrungen
• Schräg im Raum liegende Konturen
Für das Schwenken der Bearbeitungsebene gibt es zwei Funktionen:
• Manuelles Schwenken mit dem Softkey 3D ROT in den Betriebs-
arten MANUELL und EL. HANDRAD (siehe S. 2-9)
• Gesteuertes Schwenken, Zyklus 19 BEARBEITUNGSEBENE im
Bearbeitungsprogramm
Die TNC-Funktionen zum „Schwenken der Bearbeitungsebene“ sind
Koordinatentransformationen. Dabei bleibt die transformierte (von der
TNC berechnete) Werkzeug-Achse immer parallel zur tatsächlichen
(entsprechend zu positionierenden) Werkzeug-Achse. Die Bearbeitungs-
Ebene steht immer senkrecht zur Richtung der Werkzeug-Achse.
Grundsätzlich unterscheidet die TNC beim Schwenken der Bearbeitungs-
ebene zwei Maschinen-Typen:
• Maschinen mit Schwenktischen
• Maschinen mit Schwenkköpfen
Für Maschinen mit Schwenktischen gilt:
• Sie müssen das Werkstück durch entsprechende Positionierung des
Schwenktisches, z.B. mit einem L-Satz, in die gewünschte Bearbei-
tungslage bringen
• Die Lage der transformierten Werkzeug-Achse ändert sich im Bezug
auf das maschinenfeste Koordinatensystem nicht. Wenn Sie Ihren
Tisch – also das Werkstück – z.B. um 90° drehen, dreht sich das
Koordinatensystem nicht mit. Wenn Sie in der Betriebsart
MANUELLER BETRIEB die Achs-Richtungstaste Z+ drücken,
verfährt das Werkzeug auch in die Z+–Richtung
• Die TNC berücksichtigt für die Berechnung des transformierten
Koordinatensystems lediglich mechanisch bedingte Versätze des
jeweiligen Schwenktisches (sogenannte „translatorische“ Anteile)
Für Maschinen mit Schwenkköpfen gilt:
• Sie müssen das Werkzeug durch entsprechende Positionierung des
Schwenkkopfs, z.B. mit einem L-Satz, in die gewünschte Bearbei-
tungslage bringen
• Die Lage der transformierten Werkzeug-Achse ändert sich – ebenso
wie die Lage des Werkzeugs – im Bezug auf das maschinenfeste
Koordinatensystem. Wenn Sie den Schwenkkopf Ihrer Maschine
– also das Werkzeug – z.B. in der B-Achse um +90° drehen, dreht
sich das Koordinatensystem mit. Wenn Sie in der Betriebsart
MANUELLER BETRIEB die Achs-Richtungstaste Z+ drücken,
verfährt das Werkzeug in die X+–Richtung des maschinenfesten
Koordinatensystems
• Die TNC berücksichtigt für die Berechnung des transformierten
Koordinatensystems mechanisch bedingte Versätze des jeweiligen
Schwenkkopfs (sogenannte „translatorische“ Anteile) und Versätze,
die durch das Schwenken des Werkzeugs entstehen (3D Werkzeug-
Längenkorrektur)
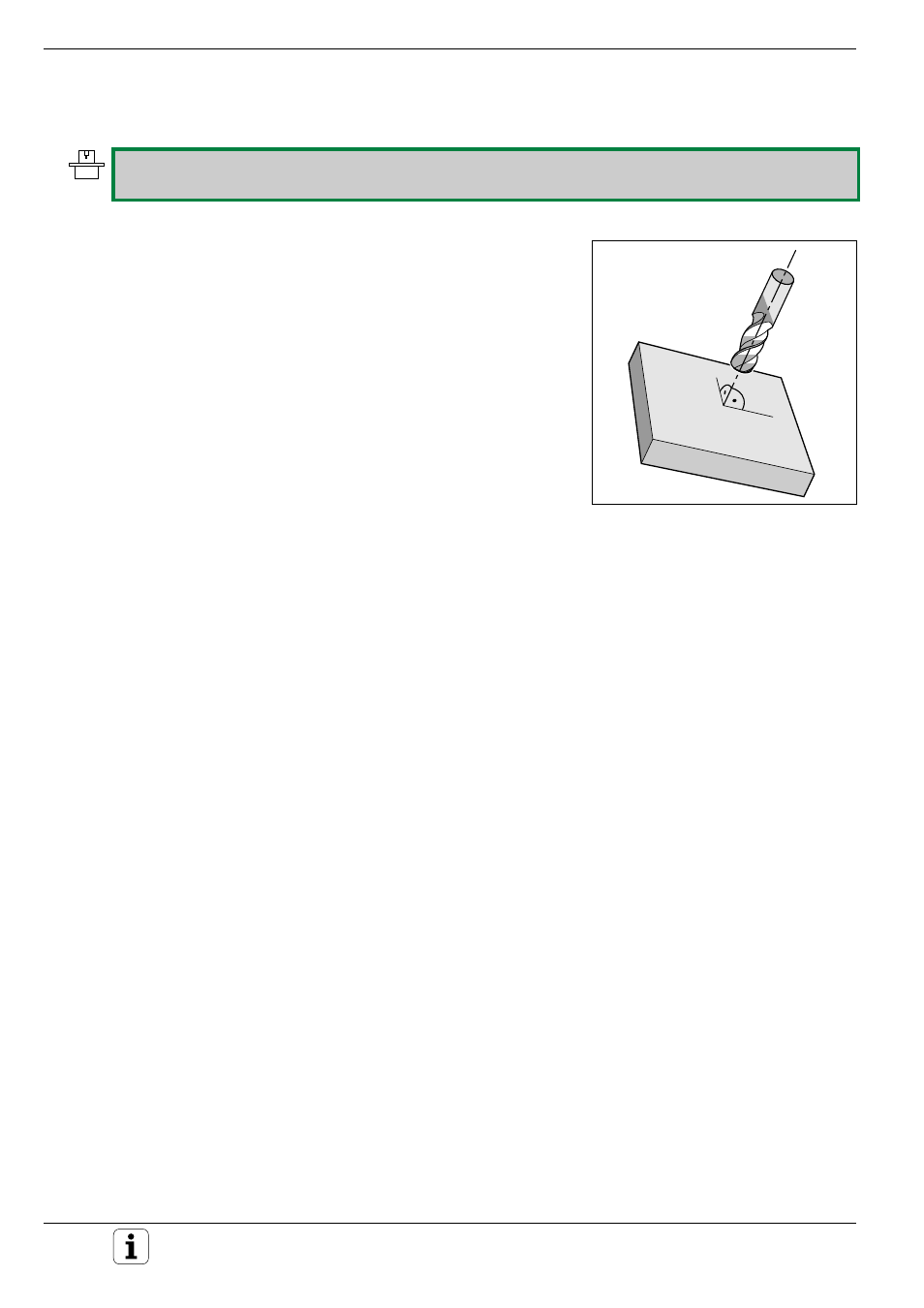
Abb. 8.56: Werkzeug senkrecht zur ge-
schwenkten Ebene vorpositionieren